Флюс у ребенка в Самаре: признаки и лечение
- Специфика воспаления у детей
- Из-за чего возникает?
- В чем опасность детского флюса
- Как лечат периостит у детей
Флюс у ребенка: причины возникновения и лечение
Если ребенок жалуется на сильную боль во рту, у него ассиметрично распухла щека и поднялась температура — это признаки периостита. Периостит — воспаление надкостницы, плотной соединительной пластинки, которая покрывает поверхность челюстной кости. Заболевание больше известно под названием «флюс».
В статье Stom-Firms.ru рассмотрим причины образования, возможные осложнения и методику лечения детского флюса.
Особенности флюса у детей
У взрослых периостит встречается реже, чаще он развивается у детей. Это связано с особенностями структуры молочных зубов. Они более пористые, чем коренные. Пульпа расположена ближе к поверхности, а корневые каналы шире. Из-за этого воспаление пульпы легко распространяется на надкостницу.
Периостит у ребенка развивается очень быстро. И дело не только в строении зубов. Иммунитет еще недостаточно развит, поэтому не может эффективно реагировать на инфекцию. А из-за малой площади мягких тканей, воспаление может перейти из зуба в надкостницу буквально за несколько часов.
Стоматологии, где лечат флюс у детей
Причины возникновения детского флюса
Пульпит — основная, но не единственная причина периостита у детей. Перечислим другие факторы, влияющие на развитие гнойного процесса:
- Ребенку 2-4 лет сложно полноценно чистить зубы. Остатки пищи и налет могут скапливаться в десневых карманах и вызывать воспаление.
- Дети все «пробуют на вкус», это травмирует десны и заносит в полость рта бактерии. Слабый иммунитет и особенности строения тканей пародонта приводят к тому, что даже маленькая ранка на десне за несколько часов может спровоцировать появление флюса.
- Периостит может развиться после удаления зуба, если во рту есть источник инфекции.
 Например, гингивит или ангина. Бактерии из очага воспаления через открытую рану быстро попадают к надкостнице.
Например, гингивит или ангина. Бактерии из очага воспаления через открытую рану быстро попадают к надкостнице.
В отдельных случаях, заболевание формируется в результате травм челюсти и после переохлаждения.
Чем опасен флюс у детей?
Часто родители недооценивают опасность периостита. Заболевание пытаются лечить народными средствами или пускают на самотек. При таком подходе могут развиться тяжелые осложнения:
- Абсцесс — гнойное воспаление кости.
- Флегмона — переход нагноения на соседние ткани. Она может привести к заражению крови — сепсису.
- Менингит — воспаление мозговых оболочек.
- Воспаление может распространиться на зачаток постоянного зуба. В таком случае коренной зуб часто не вырастает или прорезывается с задержкой.
Если у малыша развился флюс, с обращением к стоматологу медлить нельзя. Прогревания, компрессы, самостоятельное назначение аспирина, антибиотиков или обезболивающих средств — все это ведет к обострению болезни.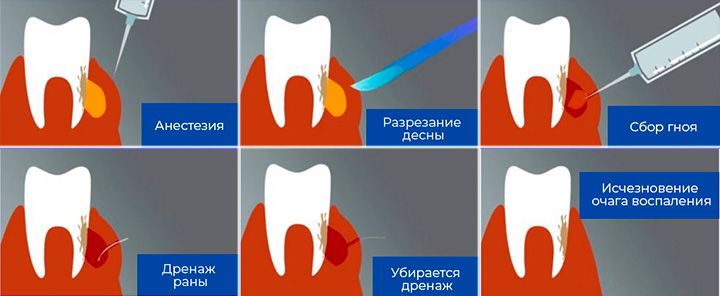
Лечение флюса: операция и восстановление после нее
После первичного осмотра стоматолог вводит ребенку местную анестезию. Затем обрабатывает ротовую полость антисептическим раствором и скальпелем разрезает проблемную область до кости. Удаляет нагноение и ставит дренаж, который выводит остатки гноя в течение 4 дней.
Зубы в области флюса, как правило, удаляют. Но пациентам младше 4 лет возраста хирург старается, по возможности, сохранить временный зуб для правильного формирования прикуса.
Лечение болезни не ограничивается хирургическим вмешательством. Врач назначает антибиотики и антисептические полоскания, которые позволят избежать повторного воспаления. Если периостит был запущенным, врач направляет ребенка в стационар на 10 дней.
В результате успешного лечения температура спадает, сходит опухоль на щеке и стихает боль. В случае, если боль и температура не проходят, нужно повторно обратиться в больницу.
В послеоперационный период детям рекомендуется много пить, отдыхать и правильно питаться. В рационе должно быть достаточное количество белка, витаминов и минеральных веществ — кальция, магния, железа.
В рационе должно быть достаточное количество белка, витаминов и минеральных веществ — кальция, магния, железа.
Как избежать осложнений при периостите?
Чтобы вылечить флюс у ребенка и не допустить осложнений, важно оперативно обратиться к врачу. Инфекция может дойти до мозга по лимфотоку за короткое время, ведь челюсти находятся близко к нему. Нельзя исключать и вероятность сепсиса. Воспалительный процесс распространяется тем быстрее, чем младше малыш.
В выходные и ночью работают многие платные медицинские центры и дежурные кабинеты стоматологий. Если флюс образовался поздним вечером, нужно незамедлительно звонить в «Скорую».
Эти разделы будут вам полезны
- Детская стоматология
- Удаление молочного зуба
- Лечение пульпита у детей
Список литературы, использованный для статьи:
- Фоменко И.В., Касаткина А.Л., Шишкина В.И., Фирсова Е.П. «Анализ причин развития одонтогенного периостита челюстных костей у детей».
 Волгоградский научно-медицинский журнал. 2016. № 1 (49). С. 54-55.
Волгоградский научно-медицинский журнал. 2016. № 1 (49). С. 54-55. - Кулаков А.А., Робустова Т.Г., Неробеев А.И. «Хирургическая стоматология и челюстно-лицевая хирургия. Национальное руководство» // М.: «ГЭОТАР-Медиа», 2010. — 928 с.
- Железный П.А., Колыбелкин М.В., Изюмов А.О., и др. «Структура и характер воспалительных процессов челюстно-лицевой области у детей». Медицинская наука и образование Урала. 2017. Т. 18. № 2 (90). С. 91-94.
Сварка с флюсовым сердечником для начинающих: 7 советов и рекомендаций для начала работы
Последнее обновление
Итак, вы решили заняться сваркой с флюсовым сердечником. Это не плохой выбор, особенно для тех, кто только начинает. Оборудование довольно удобное в использовании, и вы можете зажечь дугу одним нажатием курка. Например, это намного проще, чем начать учиться играть на палке.
Хотя флюсовая проволока является более нетрадиционным способом обучения сварке (сначала обычно изучают электродуговую сварку), вы можете многое узнать о принципах сварки. Тем не менее, будет еще немного кривой обучения. Вот несколько советов, которые помогут вам начать работу.
Тем не менее, будет еще немного кривой обучения. Вот несколько советов, которые помогут вам начать работу.
Наши 7 советов и рекомендаций для начинающих сварщиков с флюсовой проволокой
1. Убедитесь в правильности полярности
При сварке флюсовой проволокой с двойным экраном (порошковая проволока с защитным газом) большинство проводов имеют постоянный ток постоянного тока. электрод положительный. Это означает, что 2/3 тепла дуги будет направлено на проволоку.
Однако некоторые провода, особенно самоэкранированные, предназначены для использования с постоянным током, что означает отрицательный электрод постоянного тока. Если вы сварите их с DC+, вы получите значительное количество брызг, поскольку проволока не может выдержать такое количество тепла. Вы также не получите такого большого проникновения в сустав.
Изображение предоставлено YAKISTUDIO, Shutterstock. Поскольку в результате образуется флюс и шлак, вы должны тянуть, чтобы шлак не попал под сварной шов. Но вы также не хотите тянуть слишком много.
Но вы также не хотите тянуть слишком много.
Любой угол между 15°–30° является подходящим углом для перетаскивания пистолета. Если больше, то горловина сварного шва (расстояние от стыка до поверхности сварного шва) станет слишком выпуклой. Если не указано иное, вам нужен в целом плоский внешний вид сварного шва. Возникает соблазн подтолкнуть, потому что это создает более плоский внешний вид сварного шва. Но это не только создает возможности для улавливания шлака, но и сварной шов может быть слишком вогнутым; вот почему предпочтительнее небольшое сопротивление.
3. Следите за скоростью движения
Если вы пытаетесь получить сварной шов меньшего размера, не просто перемещайте горелку быстрее. Есть и другие переменные, которые необходимо учитывать. Попробуйте сначала уменьшить скорость проводки. Затем вы можете двигаться более или менее в том же темпе. Если вы будете двигаться слишком быстро, вы можете не дать сварному шву заполниться достаточно.
Слишком быстрое движение может привести к подрезу и несплавлению. С другой стороны, если вы двигаетесь слишком медленно, вы также можете вызвать подрез. Другая проблема со слишком медленным перемещением заключается в том, что вы тратите больше времени, чем необходимо, на горячую дугу на материале, подвергая его ненужному нагреву и вызывая искажения. Попробуйте настроить параметры так, чтобы вы могли двигаться в разумном темпе.
С другой стороны, если вы двигаетесь слишком медленно, вы также можете вызвать подрез. Другая проблема со слишком медленным перемещением заключается в том, что вы тратите больше времени, чем необходимо, на горячую дугу на материале, подвергая его ненужному нагреву и вызывая искажения. Попробуйте настроить параметры так, чтобы вы могли двигаться в разумном темпе.
4. Очистите материал
Флюсовая сердцевина может справиться с окалиной и пылью в соединении. Но в целом, вы должны в какой-то степени подготовить свой материал. Если материал ржавый, вы должны сточить ржавую часть. Если он влажный, высушите его горелкой или быстро протрите. Но не просто очистите его в начале; удалить весь шлак между проходами.
Благодаря двойному экрану шлак легко отделяется. Если вы свариваете самозащитный флюсовый сердечник, может возникнуть соблазн оставить небольшой кусочек шлака, который просто не оторвется. Но это окажется тем самым шлаковым включением, которое обнаруживается на УЗИ. Тогда вам действительно нужно выкопать его! Постарайтесь завести привычку счищать весь шлак с поверхности.
Тогда вам действительно нужно выкопать его! Постарайтесь завести привычку счищать весь шлак с поверхности.
Изображение предоставлено: High Simple, Shutterstock
5. Обрывайте провод
Вот кое-что, что кажется таким незначительным, но в конечном итоге сэкономит вам много времени. При сварке MIG с жесткой проволокой вам нужно отрезать кончик проволоки сварочными клещами или быстро зажечь дугу на другом куске металла, чтобы очистить проволоку.
С флюсовым сердечником, так как это не жесткая проволока, все, что вам нужно сделать, это протянуть проволоку на пару дюймов, взять проволоку между пальцами, согнуть ее и пару раз пошевелить вперед-назад, чтобы отломить ее. . Сварочные клещи не всегда будут под рукой, а это сэкономит время на их поиск.
6. Совместите количество стартов и остановок
Как это часто бывает, вы не сможете выполнить полный пас, не меняя положения тела. Допустим, вы можете комфортно сварить только 36 дюймов, но у вас есть еще 36 дюймов. Не держите проволоку в луже, когда закончите свой первый сегмент, чтобы получилась красивая отделка.
Не держите проволоку в луже, когда закончите свой первый сегмент, чтобы получилась красивая отделка.
Вместо этого можно оставить небольшой кратер, который будет выглядеть как подрез. Затем, когда вы начнете следующий сегмент, зажгите дугу и быстро вернитесь в кратер, который вы оставили, задержав его на секунду, а затем продолжите сварку. Результатом будет более последовательный переход, дающий вид одного сварного шва. Это также избавит вас от необходимости шлифовать старты и остановки.
7. Успокойтесь
Нет ничего хуже, чем посреди прохода, когда вы понимаете, что ваша рука вот-вот во что-нибудь врежется, или что вы можете упасть из-за потери равновесия, или ваша рука горит, потому что вы держите его слишком близко к сварному шву. Такие вещи случаются, но большинства из них можно избежать. Самое главное правило при любой сварке, особенно при сварке с флюсом, — устроиться поудобнее.
Преимущество заключается в возможности сварки длинных проходов, поскольку вы используете механизм подачи проволоки. Однако, если вам все время неудобно и ногу начинает сводить судорога, этот длинный проход может быть очень болезненным и, скорее всего, не окажется хорошим сварным швом. Сделайте подлокотники, сядьте и наденьте подкладку для тыльной стороны, чтобы отражать часть тепла. Делайте все возможное, чтобы чувствовать себя максимально комфортно.
Однако, если вам все время неудобно и ногу начинает сводить судорога, этот длинный проход может быть очень болезненным и, скорее всего, не окажется хорошим сварным швом. Сделайте подлокотники, сядьте и наденьте подкладку для тыльной стороны, чтобы отражать часть тепла. Делайте все возможное, чтобы чувствовать себя максимально комфортно.
Изображение предоставлено Kimtaro, Shutterstock. Когда вы разовьете способность замечать лужу и улучшите мышечную память, все станет более естественным. Затем вы можете бросить вызов себе с более сложными позициями и отточить свои основы.
Вас также может заинтересовать: Сварка MIG для начинающих: 7 советов и рекомендаций для начала работы
Авторы избранных изображений: Carr Ward Photography, Shutterstock
- Наши 7 советов и рекомендаций для начинающих сварщиков с флюсовой проволокой
- 1. Убедитесь, что полярность верна Ваша скорость движения
- 4. Очистите материал
- 5.
 Отрежьте трос
Отрежьте трос - 6. Привяжите старты и остановки
- 7. Будьте в комфорте
- Заключительные мысли
Обновлено: Опубликовано:
Сварка порошковой проволокой имеет много преимуществ при сварке в строительстве, включая высокую скорость укладки и хорошие химические и механические свойства. Дуговая сварка с самозащитной проволокой с флюсовой проволокой (FCAW) уже много лет является жизнеспособным сварочным процессом. Это было полезно для возведения металлоконструкций, ремонта тяжелого оборудования, строительства мостов и других подобных применений. Это неудивительно, поскольку он обеспечивает высокую скорость наплавки, отличные химические и механические свойства, а также свариваемость, необходимую для этих работ. Тем не менее, это не означает, что в процессе нет проблем. К счастью, обладая некоторыми ноу-хау и небольшой практикой, вы можете предотвратить некоторые распространенные проблемы, связанные с процессом, и добиться необходимого качества сварки.
Тем не менее, это не означает, что в процессе нет проблем. К счастью, обладая некоторыми ноу-хау и небольшой практикой, вы можете предотвратить некоторые распространенные проблемы, связанные с процессом, и добиться необходимого качества сварки.
Совет первый: Избегайте проблем с подачей проволоки
Остановки и сбои в подаче проволоки являются распространенными проблемами на многих рабочих площадках. Они могут стать причиной значительного простоя. Два наиболее распространенных типа проблем с подачей проволоки — обратное прогорание и застревание — приводят к преждевременному гашению дуги, что, в свою очередь, может привести к дефектам сварки.
Предотвратите обратное прожигание, как показано здесь, за счет соответствующей скорости подачи проволоки и расстояния между горелкой MIG и заготовкой. Прогорание происходит, когда проволока расплавляется в шарик на конце контактного наконечника. Чаще всего это результат слишком низкой скорости подачи проволоки и/или слишком близкого расположения сварочной горелки к заготовке. Чтобы предотвратить эту проблему, обязательно используйте правильную скорость подачи для вашего приложения. Поддерживайте расстояние от контактного наконечника до изделия не более 1 1/4 дюйма.
Чтобы предотвратить эту проблему, обязательно используйте правильную скорость подачи для вашего приложения. Поддерживайте расстояние от контактного наконечника до изделия не более 1 1/4 дюйма.
Во избежание «птичьего гнезда» — спутывания проволоки, препятствующей подаче проволоки — во время сварки FCAW всегда используйте в механизме подачи проволоки приводные ролики с V-образными или U-образными канавками. По сравнению со сплошной сварочной проволокой GMAW (в которой используется приводной ролик с гладкими V-образными канавками), проволока FCAW намного мягче (благодаря своей трубчатой конструкции). Если вы используете неправильный приводной ролик, он может легко сжать проволоку.
Использование правильных приводных роликов и настроек натяжения может предотвратить застревание птиц. Кроме того, установка правильного натяжения приводного ролика может предотвратить сплющивание и запутывание проволоки. Чтобы установить правильное натяжение, начните с ослабления натяжения приводных роликов. Увеличивайте натяжение, подавая проволоку на ладонь сварочной перчатки, и продолжайте увеличивать натяжение на пол-оборота после проскальзывания проволоки.
Увеличивайте натяжение, подавая проволоку на ладонь сварочной перчатки, и продолжайте увеличивать натяжение на пол-оборота после проскальзывания проволоки.
Другими причинами застревания птичьих гнезд являются закупорка подшлемника, неправильная обрезка подшлемника или использование неподходящего вкладыша. Незамедлительно замените лайнер, если во время обычной проверки сварочной горелки и кабелей вы обнаружите засорение. Всегда подрезайте вкладыш (используя правильные инструменты) в соответствии с рекомендациями производителя. Убедитесь, что на направляющем канале нет заусенцев или острых краев, и всегда используйте направляющий канал, размер которого соответствует диаметру сварочной проволоки.
Совет второй: остановите пористость и червячное отслеживание
Пористость и червячные следы являются распространенными нарушениями целостности сварных швов, которые могут ослабить их целостность. Пористость возникает, когда газ попадает в металл сварного шва. Он может появиться в любой конкретной точке сварного шва или по всей его длине. Чтобы предотвратить эту проблему, перед сваркой удалите с основного металла всю ржавчину, жир, краску, покрытия, масло, влагу и грязь. Использование присадочных металлов с добавлением раскислителей также помогает удалять такие загрязнения, но эти продукты никогда не должны заменять надлежащую предварительную очистку. Затем поддерживайте соответствующее удлинение или вылет электрода. Как правило, длина провода не должна превышать 1 1/4 дюйма. за пределы контактного наконечника.
Чтобы предотвратить эту проблему, перед сваркой удалите с основного металла всю ржавчину, жир, краску, покрытия, масло, влагу и грязь. Использование присадочных металлов с добавлением раскислителей также помогает удалять такие загрязнения, но эти продукты никогда не должны заменять надлежащую предварительную очистку. Затем поддерживайте соответствующее удлинение или вылет электрода. Как правило, длина провода не должна превышать 1 1/4 дюйма. за пределы контактного наконечника.
Кроме того, для предотвращения червячной траектории — следов на поверхности сварного шва, вызванных газом, создаваемым флюсом в сердечнике проволоки, — избегайте чрезмерного напряжения для заданных настроек подачи проволоки и силы тока. Лучше всего следовать параметрам, рекомендованным производителем присадочного металла для конкретного диаметра сварочной проволоки. Если отслеживание червя происходит, уменьшайте напряжение с шагом в полвольта, пока не устраните проблему.
Совет третий: устраните шлаковые включения
Шлаковые включения возникают, когда шлак, образованный расплавленным флюсом в сердечнике проволоки, попадает внутрь сварного шва. Существует четыре основных причины образования шлаковых включений, и все они могут быть предотвращены с помощью надлежащих методов сварки.
Существует четыре основных причины образования шлаковых включений, и все они могут быть предотвращены с помощью надлежащих методов сварки.
Во-первых, избегайте неправильного размещения валика сварного шва, особенно при выполнении нескольких проходов на толстых участках металла, например, необходимых для корневых проходов сварных швов или широких отверстий с V-образными канавками. Обязательно обеспечьте достаточно места в сварном соединении для дополнительных проходов, особенно для соединений, требующих многократных проходов.
Чтобы предотвратить слежение за червем, используйте рекомендуемые производителем параметры для данного диаметра провода и при необходимости уменьшите настройку напряжения. Во-вторых, поддерживайте правильный угол и скорость движения. В плоском, горизонтальном и верхнем положениях угол сопротивления должен составлять от 15 до 45 градусов. В вертикальном положении угол сопротивления должен составлять от 5 до 15 градусов. Кроме того, если вы заметили включения шлака под этими углами, вам следует немного увеличить угол сопротивления. Поддерживать постоянную скорость движения; если вы будете двигаться слишком медленно, сварочная ванна будет опережать дугу и создавать шлаковые включения.
Поддерживать постоянную скорость движения; если вы будете двигаться слишком медленно, сварочная ванна будет опережать дугу и создавать шлаковые включения.
Далее, поддерживайте надлежащую погонную энергию сварки, так как слишком низкая погонная энергия также может привести к образованию шлаковых включений. Всегда используйте рекомендуемые производителем параметры для данного диаметра проволоки. Если шлаковые включения все же появляются, повышайте напряжение до исчезновения включений.
Наконец, перед началом следующего прохода обязательно тщательно очистите поверхность между проходами, удалив весь шлак с помощью отбойного молотка, проволочной щетки или шлифовальной машины.
Совет четвертый: Предотвратите подрезание и отсутствие сварки
Как и другие дефекты сварки, подрезы и непровары могут повлиять на качество ваших сварных швов. Их предотвращение может значительно сократить время простоя и затраты на доработку.
Подрезка происходит, когда канавка расплавляется в основном металле рядом с кромкой сварного шва, но не заполняется металлом сварного шва. Это вызывает более слабую область на носке сварного шва и часто приводит к растрескиванию. Используйте правильный сварочный ток и напряжение. Это ключ к предотвращению подреза (не забывайте следить за параметрами сварки), а также к правильному углу горелки. Поддерживайте скорость перемещения, позволяющую металлу сварного шва полностью заполнить расплавленные участки основного металла. Если вы используете технику плетения, сделайте паузу с каждой стороны сварного шва.
Это вызывает более слабую область на носке сварного шва и часто приводит к растрескиванию. Используйте правильный сварочный ток и напряжение. Это ключ к предотвращению подреза (не забывайте следить за параметрами сварки), а также к правильному углу горелки. Поддерживайте скорость перемещения, позволяющую металлу сварного шва полностью заполнить расплавленные участки основного металла. Если вы используете технику плетения, сделайте паузу с каждой стороны сварного шва.
Для предотвращения непровара, невозможности полного сплавления металла шва с основным металлом (или предшествующим валиком сварного шва при многопроходных операциях), поддерживайте правильный рабочий угол и тепловложение. Добейтесь правильного угла, поместив стрингер в нужное место на стыке. При необходимости отрегулируйте рабочий угол или увеличьте канавку для доступа к дну во время сварки. Держите дугу на задней кромке сварочной ванны и поддерживайте угол сопротивления горелки от 15 до 45 градусов. При использовании техники плетения во время сварки кратковременно задержите дугу на боковых стенках паза. Увеличьте диапазон напряжения и/или отрегулируйте скорость подачи проволоки, чтобы добиться полного сплавления. Кроме того, если вы чувствуете, что проволока опережает сварочную ванну, простые регулировки, такие как увеличение скорости перемещения или использование более высокого сварочного тока, могут предотвратить проблемы.
Увеличьте диапазон напряжения и/или отрегулируйте скорость подачи проволоки, чтобы добиться полного сплавления. Кроме того, если вы чувствуете, что проволока опережает сварочную ванну, простые регулировки, такие как увеличение скорости перемещения или использование более высокого сварочного тока, могут предотвратить проблемы.
Наконец, обязательно очистите поверхность основного металла перед сваркой, чтобы удалить загрязнения, чтобы предотвратить непровар.
Совет пятый: Избегайте чрезмерного или недостаточного проникновения
Поддержание надлежащего тепловложения во время сварки является ключом к предотвращению таких проблем, как чрезмерное проникновение. Чрезмерное проплавление происходит, когда металл сварного шва проплавляет основной металл и висит под сварным швом. Чаще всего это происходит из-за слишком высокой температуры. Если проблема возникает, выберите более низкий диапазон напряжения, уменьшите скорость подачи проволоки и увеличьте скорость перемещения.