Все, что нужно знать о литье зубных протезов – полезная информация, стоматология ЛидерСтом в Москве
Отсутствие зубов во рту приводит не только к психологическому дискомфорту, но и к нарушению зубного ряда и затруднениям при пережёвывании пищи. Поэтому часто прибегают к протезированию зубов, и литьё зубных протезов получило активное развитие в этом вопросе.
На сегодняшний день данная технология изготовления протезирующих изделий зубов совершенствуется в соответствии с современными достижениями медицинской техники. Многие врачи-стоматологи отдают предпочтение такой методики изготовления зубных протезов, благодаря её надёжности, индивидуальности и возможности применять различные материалы.
Преимущества литых зубных протезов
Литые зубные протезы могут быть одиночными и мостовидными, покрывающими несколько зубов. В зависимости от того, какой участок зубного ряда нужно заменить, выделяют коронки, используемые для полной замены зуба, конструкции, восстанавливающие разрушенный зуб при наличии культи, коронки, восстанавливающие высоту зуба, полукоронки, необходимые для опоры зубных протезов во рту.
Металлические литые протезы зубов пользуются в стоматологии многие десятилетия, за эти годы они неоднократно совершенствовались, сохраняя и преумножая положительные качества. При помощи такой методики изготавливаются несъёмные протезирующие конструкции для зубов.
Среди главных преимуществ зубных протезов, выполненных методом литья, выделяют следующие:
- Методика изготовления таких протезов зубов обеспечивает их плотное прилегание, при этом не травмируется слизистая оболочка полости рта. Это не только увеличивает эстетичность и комфорт при использовании протезов, но и снижает вероятность заболеваний полости рта.
- Благодаря используемым материалам и методикам изготовления, протезирующие конструкции, изготовленные посредством литья, характеризуются долгим сроком службы. Зубной протез требует замены или корректирования не чаще, чем 1 раз в 10 лет.

- Материалы, из которых изготавливают такие протезы препятствуют накапливанию болезнетворных микробов во рту.
- Безопасность для зубов обеспечивается прочностью материалов, из которых делают такие протезы. Они позволяют избежать стачивания и деформации зубов, что актуально при установке литых мостовидных протезов, под которые попадают здоровые зубы по обе стороны от отсутствующих, подлежащих протезированию зубов.
- Доступная стоимость подобных протезов зубов является важным фактором для многих клиентов стоматологических клиник, поскольку среди них часто встречаются пенсионеры и другие социально незащищённые слои населения.
- Точность в изготовлении зубных протезов обеспечивается технологией литья. Благодаря тому, что литой протез зубов изготавливается цельным и не требует спайки мелких деталей, он плотно устанавливается во рту и занимает то пространство во рту, которое предназначалось для натуральных зубов.
- Удобство при ношении и быстрое привыкание пациента к новому зубному протезу является одним из главных преимуществ с точки зрения тех, кому его предстоит носить.

Эти отличительные черты литых зубных протезов для полости рта делают их популярными и широко применимыми в ортопедической стоматологии.
Показания и противопоказания к установке литых зубных протезов
Несмотря на то, что современная медицинская техника шагнула довольно далеко, применение литых зубных протезов в виде мостовидных конструкций или отдельных коронок часто применяется в связи со многими показаниями. Протезирование маляров, которые важны при пережёвывании пищи, часто заменяют именно такими протезирующими конструкциями для зубов, потому что они заменяют сразу несколько зубов. При этом происходит экономия финансов.
Такой вид протезов применяется для реставрации зубов с короткой коронковой частью. Дело в том, что такая патология делает невозможным установку конструкций с применением более современных методик и протезов из других материалов. Кроме того, такой вид конструкций используется для замены уже отслуживших своё зубных протезов.
Однако подобный вид зубных протезов не применяется у людей с плохой свёртываемостью крови, наличие опухолевых заболеваний, поражения костной ткани, аллергии на обезболивающие препараты и острых воспалительных процессов. Часто стоматологи не рекомендуют установку литых зубных протезов людям с неправильным прикусом, плохой гигиеной полости рта, и тем, кто страдает от высокой стачиваемости жевательных зубов.
Техника литья протезирующих конструкций
Литые мостовидные зубные протезы, металлические коронки на один зуб и частичные протезы выполняются посредством литья по выплавляемым моделям. Поскольку литые зубные протезы применяются уже длительное время, разработано множество приёмов и правил, позволяющих наиболее качественно выполнять такие конструкции. Важную роль в этом процессе играет несколько факторов. Одним из первоочередных из них – выбор паковочной массы. На сегодняшний день они могут быть фосфатными, силиконовыми и выполнить на основе гипса. Независимо от того, какой тип поковочной массы зубной техник выбрал для лечения полости рта, они имеют ряд общих характеристик:
- Стабильная густая консистенция;
- Длительное рабочее время;
- Хорошая смешиваемость;
Стабильные показатели расширения при температурной обработке.
Все паковочные массы смешиваются только в вакуумных смесителях. Это делается для того, чтобы исключить образование пузырьков воздуха, которые при нагревании расширяются и приводят к получению неточных протезов зубов. Поэтому важно выбирать качественный прибор для замешивания материала под вакуумом.
Кроме того, важную роль в изготовлении зубного протеза играет интенсивность замешивания материала. Современные материалы позволяют применять вибрацию только до введения восковой поверхности. Затем вибрация отключается. Это позволяет избежать образования пустот и растрескивания протезирующей конструкции для зубов.
Выбор материала, из которого будут изготовлены литые несъемные зубные протезы, имеет значение, по той причине, что от него зависит долговечность изделий и их удобство при ношении и антисептические свойства. Прежде, чем установить протезы зубов во рту, нужно обсудить эти нюансы с лечащим врачом-стоматологом и с зубным техником. После этого производится литьё мостовидной или другой протезирующей конструкции для зубов.
Таким образом, работа зубных техников по изготовления подобных протезирующих конструкций для зубов требует применения большого количества медицинской техники и различных высокотехнологичных материалов.
Этапы литья зубных протезов
Процесс изготовления протезов посредством литья длительный и трудоёмкий — в ходе работы зубные техники и врачи-стоматологи проводят мероприятия по отливу и корректированию протезирующих конструкций для конкретной полости рта. Работа состоит из нескольких этапов.
В первую очередь для корректного определения параметров зубных протезов снимаются оттиски нижней и верхней челюсти. Чтобы получить двухслойные оттиски зубов, слепки делаются в два этапа: сначала базисным материалом, а после этого – коррегирующим. Снятие слепков зубов производится двумя способами:
- Без дополнительных ортопедических средств – применяется в случае препарирования головок зубов;
- С применением ортопедических средств в виде винтов или других компонентов.
 После этого двухслойный оттиск снимается коррегирующим материалом. Такие оттиски получаются более точными.
После этого двухслойный оттиск снимается коррегирующим материалом. Такие оттиски получаются более точными.
Процесс снятие слепков для изготовления зубных протезов занимает всего несколько минут и не сопровождается болевыми ощущениями, поэтому анестезия не требуется.
После того, как этот этап завершён, приступают к изготовлению рабочей модели. Это заготовка производится из сплава с использованием никеля, золота, кобальта или титана. Поскольку данный этап довольно продолжителен и занимает от 5 до 30 дней, пациенту на это время возможно установить временный протез из более дешёвых материалов
Перед тем, как приступить к моделированию, штамп обрабатывается лаком, чтобы избежать неровностей. Для получения коронок используется набор восков и ряд медицинских технических средств для растапливания материала и придания модели протеза желаемых очертаний.
Моделирование коронки зуба начинается с получения колпачка обмакиванием штампа для моделирования в массу из расплавленного погружного воска, который поддерживается воскотопкой в той консистенции, которая позволяет получать требуемую толщину стенки колпачка. Толщина стенки восковой модели колпачка, применяемая под облицовку металлокерамикой очень мала – менее половины миллиметра. Это оптимальная толщина для того, чтобы материал качественно отливался.
Толщина стенки восковой модели колпачка, применяемая под облицовку металлокерамикой очень мала – менее половины миллиметра. Это оптимальная толщина для того, чтобы материал качественно отливался.
Затем с помощью электрошпателя техник добавляет другие воска: пришеечный, моделировочный, фрезеровальный. Формируется литниковая система из восковой проволоки нужного диаметра. Количество и размер элементов литниковой системы выбирают так, чтобы обеспечить не только заполнение формы, но и компенсацию уменьшающегося объёма материала из-за усадочных процессов, иначе возможны поры и раковины в литье.
Следующим этапом производится литейная форма из воска. При этом важно, чтобы материал был обработан жидкостью, снижающей натяжение воска и заполняющей мелкие полости. Ещё одним значимым моментом является одинаковая температура материала для всех частей зубного протеза. От этого зависит формирование структуры сплава и качество отливки изделия.
К изготовлению литейной формы относится процедура получения дубликата гипсовой модели. Такая заготовка производится из огнеупорного сплава, и её внутренние очертания должны соответствовать очертаниям модели. В ходе этого процесса выжигается воск, форма нагревается до высоких температур, необходимых для плавления используемого металла. После этого происходит расплавление и литьё сплава. Чтобы не получить бракованного изделия, нужно исключить перегрев материала. В противном случае изделие получится шероховатым из-за разрушения формы и проникновения металла в её стенки. Такой трудоёмкий процесс требует высокого профессионализма и наличия определённых знаний и навыков у зубного техника.
Такая заготовка производится из огнеупорного сплава, и её внутренние очертания должны соответствовать очертаниям модели. В ходе этого процесса выжигается воск, форма нагревается до высоких температур, необходимых для плавления используемого металла. После этого происходит расплавление и литьё сплава. Чтобы не получить бракованного изделия, нужно исключить перегрев материала. В противном случае изделие получится шероховатым из-за разрушения формы и проникновения металла в её стенки. Такой трудоёмкий процесс требует высокого профессионализма и наличия определённых знаний и навыков у зубного техника.
Когда заготовка конструкции отшлифована и приведена в соответствие с оттисками зубов пациента, устанавливаются декоративные покрытия из пластмассы или керамики. Однако этот этап необязателен, он зависит от желания пациента. При этому нужно учитывать, что керамика – более долговечный и прочный материал для установки на зубные коронки, кроме того, он очень эстетично смотрится после установки протеза в полости рта.
Процесс изготовления рабочей модели конструкции предполагает шлифовку пескоструйным методом и примерку в 2 этапа:
- На модели;
- В полости рта пациента.
Если протез соответствует необходимым требованиям, то на этом этапе его можно установить. В остальных случаях конструкция возвращается на доработку зубному технику.
Материалы для литья зубных протезов
Зубной врач и техник должен знать свойства материалов, которые используются для изготовления протезирующих конструкций, чтобы дать необходимые рекомендации пациентам. В данном вопросе необходимо, чтобы стоматолог находился в тесной связи с зубными техниками, и они могли объединить знания и навыки для выбора наиболее удачного материала для изготовления протеза.
Важное значение в выборе материала имеет та часть зубного ряда, на которую протез будет установлен. Кроме того, учитывается, какой именно зубной протез изготавливается: мостовидная конструкция, заменяющая несколько зубов, коронка для одного зуба или кламмер для фиксации конструкции. От этого зависит нагрузка, которую будет испытывать зубной протез в ходе эксплуатации в полости рта, поскольку он не должен деформироваться и мяться при жевании.
От этого зависит нагрузка, которую будет испытывать зубной протез в ходе эксплуатации в полости рта, поскольку он не должен деформироваться и мяться при жевании.
Важной характеристикой является эластичность материала, которая должна оптимально сочетаться с его прочностью. Это особенно важно для материалов, из которых делают мелкие конструкции для протезирования зубов: кламмеры и вкладки. Они должны оставаться достаточно эластичными, чтобы выдержать эксплуатацию в полости рта.
Лёгкость плавления и литья материала играет важную роль для техников, изготавливающих подобные зубные протезы. Чем меньше условий требуется для качественного отлива конструкции, тем лучше. Кроме того, внимание уделяется такой характеристике, как усадка материала после плавления. Часто из-за чрезмерной усадки материала в процессе литья зубных протезов получается брак. Поэтому специалистам важно знать свойства тех материалов, с которыми они работают. При чём это касается не только металлов и сплавов, но и восков, применяемых для подготовки модели конструкции для протезирования.
Зубные техники работают и с драгоценными металлами (золото, платина), и с недрагоценными металлами и сплавами (титановые и кобальт-хромовые). Как правило, срок службы зубных протезов из благородных материалов на 5-6 лет дольше, чем у более простых аналогов. Однако все эти материалы отвечают требованиям плотности, прочности и лёгкости при плавлении и литье.
Процесс установки литых зубных протезов
Установка металлических или металлокерамических литых зубных протезов – затяжной процесс, и это связано не только с продолжительностью изготовления конструкции. Дело в том, что прежде, чем установить зубной протез, необходимо привести полость рта к стандартам здоровья и гигиены. Если есть зубы, пораженные кариесом, то сначала занимаются их лечением и пломбированием. Те зубы, которые не подлежат лечению, удаляют. Важно вылечить все воспаления полости рта, если они есть.
Только после того, как зубы и дёсны вылечены, и полость рта санирована, приступают к мероприятиям по протезированию зубов. На начальных этапах опорные зубы обтачивают под протез. Часто под эту процедуру попадают здоровые зубы, поэтому особую роль играет то, что литые зубные протезы позволяют сохранить их и уберечь от разрушения.
На начальных этапах опорные зубы обтачивают под протез. Часто под эту процедуру попадают здоровые зубы, поэтому особую роль играет то, что литые зубные протезы позволяют сохранить их и уберечь от разрушения.
Далее снимают слепки верхнего и нижнего зубного ряда. Это необходимо даже, если зубной протез будет заменять только какой-то участок зубов, потому что изделие должно естественно и комфортно расположиться в полости рта.
После этого для пациента наступает период ожидания. В это время зубные техники изготавливают протезирующую конструкцию, обтачивают её, облицовывают керамикой или пластиковым материалом. После того, как конструкция готова, происходит первая примерка в полости рта. В ряде случаев она является единственной. Если зубной протез изготовлен качественно и точно подогнан по размеру, то врач закрепит его в полости рта с помощью стоматологического цемента. Если же конструкция не соответствует требованиям комфорта и качества, её вернут на доработку зубному технику. После всех исправлений конструкция устанавливается во рту.
После всех исправлений конструкция устанавливается во рту.
Уход за литыми зубными протезирующими конструкциями
Независимо от того, какой процент зубов заменен мостовидным протезом или скрыт литыми зубными коронками, гигиена полости рта должна обязательно соблюдаться. Для чистки зубов и литых протезов используют и привычные зубные щётки и пасты, и зубная нить. Кроме того, хорошие результаты в уходе за полостью рта показали ополаскивающие жидкости для зубов. Они помогают эффективно удалять загрязнения с зубов, языка и из труднодоступных участков полости рта. Если вы не доверяете магазинным и аптечным гигиеническим средствам для зубов, можно использовать для полоскания полости рта водный раствор соли и соды или настои лечебных трав. Чистка зубов производится не реже, чем 2 раза в сутки, а полоскание рта – после каждого приёма пищи.
Кроме того, после установки литых протезов для зубов, появляются некоторые ограничения, которые нужно учитывать. Нужно отказаться от вредных привычек, связанных с полостью рта: грызть ногти, скрипеть зубами и открывать зубами упаковки нельзя.
С осторожностью нужно относиться к твёрдой пище: карамель, кости и хрящики при разгрызании могут повредить материал и деформировать протезирующую конструкцию зубов. Лечащий врач после установки литой протезирующей конструкции для зубов в полость рта даст более подробные рекомендации по уходу за ней.
Литьё зубных протезирующих конструкций из благородных и недрагоценных материалов не зря пользуется такой популярностью среди стоматологов и их пациентов. Установка таких конструкций для протезирования зубов улучшает внешний вид полости рта, повышает качество жизни, при этом не требует чрезмерных финансовых затрат.
Бесплатная консультация врача
с постановкой диагноза искусственным интеллектом
Акция действует до 30 июня
Для диагностики нужно КТ
Укажите свой номер телефона, мы перезвоним и подберём для вас удобное время
Реферат — Вопросы по теме «Стоматологическое литье»
Вопросы по теме «Стоматологическое литье»1.Устройство литейной лаборатории. Требования техники безопасности в работе литейщика.
Требования техники безопасности в работе литейщика.
2.Оснащение литейной лаборатории. Назначение и основные требования к оборудованию.
3.Металлы и сплавы, используемые для литья в зубопротезном производстве.
4.Требования к металлам, применяемым для ортопедических целей.
5.Сплавы металлов. Твердый раствор, химические соединения, механическая смесь. Условия образования.
6.Нержавеющие стали. Состав, свойства. Достоинства и недостатки, которые надо учитывать при литье.
7.Кобальто-хромовые сплавы. Состав, свойства. Достоинства и недостатки, которые надо учитывать при литье этих сплавов.
8.Хромо-никелевые сплавы. Состав, свойства. Достоинства и недостатки, которые надо учитывать при литье.
9.Золото и его сплавы, как материалы для литья. Литейные свойства золотых сплавов.
10.Сплавы на основе серебра и палладия. Характеристика, свойства, особенности литья.
11.Механические свойства металлов и сплавов.
12.Физические свойства металлов и сплавов.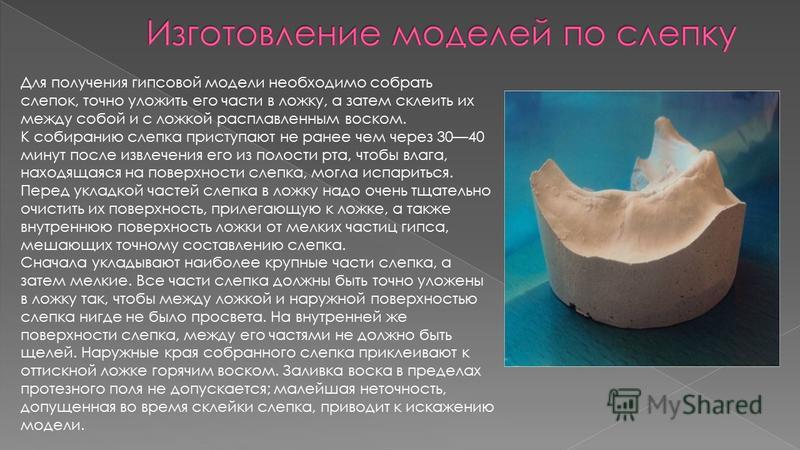
13.Технологические свойства металлов и сплавов
14.Формовочные материалы. Характеристика. Назначение. Требования, предъявляемые к ним.
15.Характеристика способов литья. Литье под давлением. Центробежное литье. Вакуумное литье.
16.Технология высокочастотного центробежного литья.
17.Устройство высокочастотной литейной установки.
18.Требования к обслуживающему персоналу. Техника безопасности при работе с литейной установкой.
19.Подготовка к литью несъемных конструкций протезов.
20.Подготовка к литью каркасов бюгельных протезов.
21.Сравнительная характеристика индивидуального и стандартного литья.
22.Моделирование цельнолитых конструкций протезов.
23.Моделирование цельнолитых съемных протезов.
24.Литниковая система, назначение. Количество, диаметр литников. Правила установки.
25.Этапы литья КХС.
26.Дублирование моделей. Материалы, инструменты, этапы дублирования.
27.Формовка восковых моделей в опоку. Огнеупорная «рубашка, назначение, получение.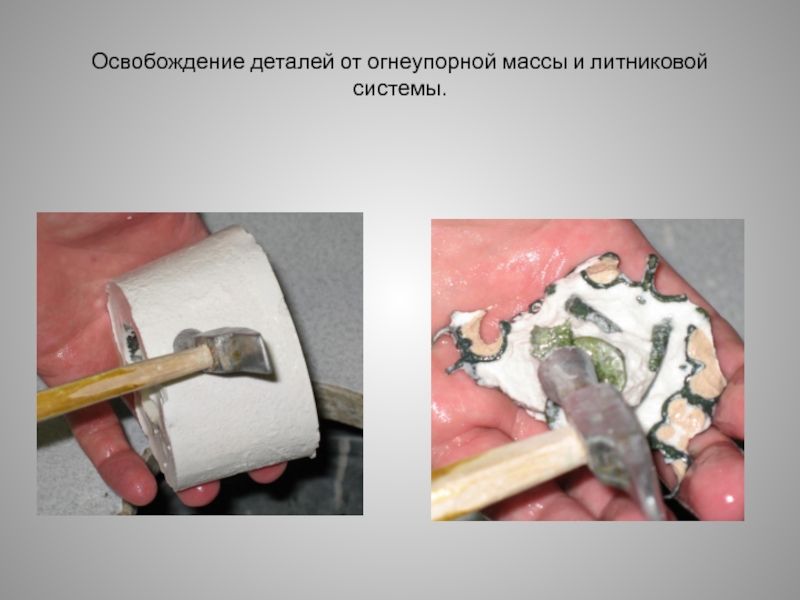
28.Правила приготовления формовочных масс, этапы и правила формовки.
29.Современные формовочные массы. Состав. Требования к современным формовочным массам.
30.Ошибки, возникающие при литье: газовые раковины, недолив (неполное заполнение формы), усадочные раковины. Устранение.
31.Ошибки, возникающие при литье: трещины в отливке, коробление металла, холодный стык, шлаковые раковины Устранение.
32.Современное вакуумное литье. Назначение. Особенности. Материалы.
33.Муфельные печи. Назначение. Классификация. Принципы и правила работы.
34.Понятие ликвации сплавов металлов, виды (внутрикристаллическая, зональная). Условия появления ликвации. Предупреждение.
35.Титан. Свойства. Применение в ортопедической стоматологии.
36.Особенности литья титана.
37.Титан в зуботехническом производстве. Положительные и отрицательные качества титана.
38.Режимы и правила просушки и прокаливания опоки.
39.Зависимость нагрева опоки от вида паковочной массы и отливаемого металла.
40.Характеристика восков для моделирования цельнолитых конструкций.
41.Технология литья каркасов бюгельных протезов на огнеупорных моделях. Преимущества, недостатки.
42.Формирование литниковой системы при литье металлокерамических и цельнолитых каркасов. Принципы построения литниковой системы.
43.Понятие формовочной смеси. Облицовочные, наполнительные, единые формовочные смеси.
44.Формовочные материалы. Характеристика основных свойств (огнеупорность, прочность, газопроницаемость, пластичность, дисперсность).
45.Особенности отливки каркасов большой протяженности.
46.Причины и проявления гальванизма в полости рта. Последствия, предупреждение.
47.Выделение металлов из природных соединений (руды).
48.Процесс переход металла из расплавленного состояния в твердое. Влияние его на структуру металла. Требования, предъявляемые к металлам в зуботехническом производстве.
49.Коррозия металлов. Виды коррозии, способы предупреждения.
50. Влияние обработки металлов на его структуру и свойства.
Влияние обработки металлов на его структуру и свойства.
51.Преимущества и недостатки металлов, как восстановительных материалов в ортопедической стоматологии.
52.Усадка сплавов. Виды усадки (объемная, линейная), способы компенсации объемной и линейной усадки
53.Требования к восковой композиции. Внутреннее напряжение восковой композиции. Причины возникновения, последствия, устранение.
54.Подготовка огнеупорной модели к литью. Назначение и работа вакуумсмесителя, вибростолика, муфельной печи.
55.Правила прогрева в муфельной печи. Значение каждого этапа прогрева опоки. Структурные изменения паковочной массы на каждом этапе прогрева.
56.Методы литья, применяемые в стоматологии (центробежное, вакуумное). Преимущества и недостатки.
57.Правила плавки и литья стоматологических сплавов. Понятие температуры плавления и температуры литья. Возможные ошибки на этом этапе и их последствия. Правила остывания опоки.
58.Методы и правила удаления паковочной массы.
59.Пескоструйные аппараты. Виды, устройство, назначение, Правила работы.
60.Методы удаления литников. Техника безопасности при работе со шлифмотором. Первичная обработка металлических каркасов протезов.
61.Особенности литья сплавов благородных металлов. Особенности изготовления литниковой системы. Паковочные массы и тигли для литья сплавов благородных металлов.
62.Гальванопластика в зуботехнической практике. Преимущества и недостатки метода.
63.Технология изготовления металлических каркасов методом гальванопластики.
64.Этапы и правила моделирования каркасов металлопластмассовых и металлокерамических протезов.
65.Методы плавки сплавов: открытым пламенем, в индукционной печи, вольтовой дугой. Преимущества и недостатки.
66.Современные литейные установки. Классификация. Принципы работы. Сравнительная характеристика.
67.Сравнительная характеристика сплавов благородных и неблагородных металлов.
68.Обзор оборудования литейной лаборатории.
69.Коррозия металлов в полости рта. Последствия.
70.Приспособления в литниковой системе, предназначенные для компенсации усадки металла при отливке.
71.Особенности отливки каркасов большой протяженности.
72.Материально-техническое оснащение литейной лаборатории. Назначение оборудования и материалов.
73.Техника безопасности при работе с открытым пламенем.
74.Техника безопасности при работе с электроприборами.
75.Классификация металлов по химической природе. Краткая характеристика групп.
Процедуры литья в стоматологии – My Dental Technology Notes
ЧТО ТАКОЕ ЛИТЬЕ?
Это процесс формирования объекта путем затвердевания жидкости, которая была залита или впрыснута в форму. Объект, сформированный в результате этого процесса, также известен как отливка.
Процесс литья состоит из 3 этапов:
- Плавление сплава
- Литье
- Восстановление
Плавка сплава может производиться:
- Пламя паяльной трубки (паяльная лампа)
- Электрический нагрев / Индукционный
Типы машин для литья под давлением:
- Машина для литья под давлением
- Машина для литья под давлением паров
- Машина центробежного литья
- Вакуумная литейная машина
- Индукционная литейная машина
Цели литья:
1) Как можно быстрее нагреть металл до полностью расплавленного состояния.
2) Для предотвращения окисления путем нагревания металла хорошо отрегулированной горелкой.
3) Для изготовления отливок с острыми деталями при достаточном давлении, чтобы металл хорошо расплавился и попал в форму.
Литник
ЧТО ТАКОЕ ЛИТНИК?
Процесс прикрепления формирователя литника или литникового штифта к восковой модели называется литниковым. Цель состоит в том, чтобы обеспечить канал, по которому расплавленный сплав может попасть в форму в паковочном кольце после удаления парафина.
Основные требования к литнику:
1) Должен позволять расплавленному воску выходить из формы.
2) Литник должен позволять расплавленному металлу течь в форму с минимально возможной турбулентностью.
3) Металл должен оставаться в расплавленном состоянии несколько дольше, чем сплав, заполнивший форму.
Типы литников:
a) Воск – Для больших реставраций, напр. Каркасы RPD
Каркасы RPD
Используется одноступенчатое выгорание , который является более предпочтительным, поскольку он плавится с той же скоростью, что и образец , и позволяет легко выходить расплавленному воску.
b) Металл – Для небольших реставраций, напр. коронки
Это должен быть нержавеющий металл, чтобы избежать загрязнения воска. Полый металлический литник увеличивает площадь поверхности контакта и усиливает соединение между литником и моделью. Их извлекают из паковочной массы одновременно с тигельным формирователем.
в) Пластмасса – Для небольших реставраций
Пластмасса используется для отливок из сплавов, в которых используется 2-ступенчатое выжигание с фосфатной паковочной массой . Главный их недостаток – температура размягчения выше, чем у восковой модели. Это может блокировать выход воска.
Их можно использовать для литья FPD из-за их высокой жесткости, которая минимизирует деформации.
Пластиковые литники могут быть полностью цельными или полый пластик.
Литник Диаметр:
Диаметр и длина зависит от:
- тип и размер шаблона
- Тип используемой литейной машины
- размеры литейных колец, в которых производится отливка
Готовые литники доступны в широком диапазоне размеров от 6 до 18. Диаметр литника должен быть равен самой толстой части восковой модели.
- 10 калибр (2,5 мм) – обычно для моляров и металлокерамических реставраций
- 12-й калибр (2 мм) – для премоляров и реставраций с частичным покрытием
Узкий литник может быть полезен в процедуре литья под давлением сжатым воздухом , когда металл расплавляется в конической выемке, образованной тиглем. Узкий литник предотвращает преждевременное затекание металла в форму.
Литник большого диаметра : улучшает поступление расплавленного металла в форму.
Меньший диаметр литник: вызывает локальную усадочную пористость
Длина литникового шаблона:
Длина литникового шаблона удерживает восковой рисунок на расстоянии 6 мм от конца кольца.
Очень короткий литник: пористость в отливке на стыке литника и модели.
Очень длинный литник: литник затвердевает первым, что приводит к усадке отливки и неполной отливке.
Литник Прежнее положение:
Идеальная область: Точка наибольшего объема в узоре.
Место крепления должно позволять потоку металла быть направленным ко всем частям литейной формы, не протекая в направлении, противоположном направлению силы литья.
Полная облицовочная коронка: литник крепится к щечному и нижнеязычному бугоркам верхней челюсти.
Частичная облицовочная коронка: литник крепится к бугорку, окружающему препаровку.
При прикреплении к кончикам бугорков вблизи краев воскового рисунка происходит искажение и ограничение потока расплавленного металла в форму.
Форсунка литника Направление:
Крепится под углом 45° к стенкам формы, что снижает турбулентность расплавленного сплава.
Типы крепления:
Непрямое литниковое соединение: соединительный стержень или резервуарный стержень помещается между шаблоном и формирователем тигля.
Непрямые литники обычно используются для изготовления нескольких одиночных единиц и несъемных частичных протезов.
Форма литника:
Формирователь литника должен быть прямым, чтобы снизить вероятность возникновения турбулентности при попадании расплавленного металла в форму. Высокая турбулентность сплава вызывает пористость.
Количество литников:
Обычно один литник используется для небольших отливок .
Когда 2 толстые части выкройки соединяются тонким воском, к каждой толстой части следует прикрепить 2 отдельных литника.
Конструкция с двойным литником более эффективна , чем конструкция с одинарным литником в уменьшении внутренней пористости.
Резервуар:
Резервуар представляет собой небольшое количество дополнительного воска, который добавляется в литниковую форму рядом с стыком воскового рисунка. Это предотвращает локальную усадочную пористость, так как сплав в этой части затвердевает последним после затвердевания металла в форме.
Используется в прямом литнике. Горизонтальная беговая дорожка с непрямым шагом выполняет ту же функцию; они используются, когда расстояние между тиглем и образцом велико.
Резервуар также присутствует в сборных пластиковых литниках.
Форма для тигля:
Литник крепится к форме для тигля, которая образует основу литейного соединения с литейным кольцом во время заливки. Это также помогает, удерживая литник в желаемом кольце.
Тигельные формы в основном бывают двух типов:
а) Конус с крутыми стенками : используется с металлом при литье с использованием центробежной силы литья.
б) Мелкий конус : используется для литья металла с использованием струи / давления воздуха
Они доступны в виде резинового тигельного формователя, металлического тигельного формовщика и пластикового тигельного формовщика .
Образуют коническое углубление в окладе, которое направляет поток расплавленного металла. Он должен быть чистым, и на него наносится нефть, чтобы предотвратить образование грубой паковочной массы. Затем конец литника пропускается в отверстие и удерживается в этом положении до застывания расплавленного воска.
Резиновые тигельные формы и металлические литейные кольцаžФормовочное кольцо и вкладыши
Литейные кольца используются для удержания жидкой паковочной массы вокруг восковой модели во время затвердевания паковочной массы. Это также позволяет безопасно обращаться с закаленной паковочной массой во время прожига и литья.
Они доступны как:
1. Формы – Круглые и Овальные
Формы – Круглые и Овальные
2. Кольца в сборе – i) Жесткие, ii) Металлические (нержавеющая сталь), iii) Пластик
3. Разрезные кольца – i) Металл, ii) Пластик
Разрезное кольцоРекомендации по выбору литейных колец
мм выше.
b) Для одиночных коронок/вкладок – маленькие кольца по мере использования. Диаметр – 32 мм
c) Для больших несъемных бюгельных протезов – используются круглые/овальные литейные кольца диаметром 63 мм
Безкольцевая система литья
Используются пластиковые кольца с резиновыми тиглями. Кольцо имеет коническую форму с сужающимися стенками. По мере того, как инвестиции устанавливаются, инвестиции выводятся из кольца. Тогда прожиг производится без литейного кольца, это вызывает большее расширение.
Вкладыш литейного кольца
Они обычно используются для расширения формы. Различные материалы, используемые в качестве кольцевых вкладышей.
Различные материалы, используемые в качестве кольцевых вкладышей.
- я. Асбестовый вкладыш
- ii. Целлюлозный (промокательная бумага) вкладыш
- III. Керамический кольцевой вкладыш
- ив. Комбинация керамического и целлюлозного кольцевого вкладыша
Функции кольцевой футеровки
- Обеспечивают равномерное расширение паковочной массы за счет уменьшения ограничения жесткого литейного кольца.
- В случае техники мокрой подводки – абсорбированная вода способствует гигроскопическому расширению.
- Толщина вкладыша должна быть < 1 мм
- Величина расширения зависит от количества используемых вкладышей. Расширение, наблюдаемое с двумя вкладышами, больше, чем с одним вкладышем.
· Паковочные материалы и методика
A) Паковочная масса на гипсовой связке
Это формовочные материалы, используемые при литье стоматологических золотых сплавов с температурой ликвидуса не более 1080 ° 900 28 C.
Используется для обычного литья вкладок, накладок, коронок и FPD из золотых сплавов
B) Фосфатная паковочная масса
Большинство сплавов палладия и недрагоценных металлов, используемых для изготовления частичных протезов и металлокерамических реставраций, имеют высокие температуры плавления . Этот паковочный материал используется в производстве стоматологических сплавов с высокой температурой плавления, например пайка и облицовка фарфором.
Тип 1:
Для отливки вкладок, коронок и других реставраций, особенно из таких сплавов, как золото, платина, палладий, кобальт-хром и никель-хром.
Тип 2:
Для литья съемных частичных протезов
C) Паковочные массы на этилсиликатной связке
Используются для высокоплавких сплавов основных металлов.
Смешивание формовочной массы:
- i) Вакуумное смешивание
- ii) Ручное смешивание
Распространенность безпузырькового литья с различной техникой паковки
– Открытая паковка – 17%
– Вакуумная паковка – 95% частота образования узелков на литье больше зависит смешивание, чем вакуумное смешивание. Применение агента, снижающего поверхностное натяжение, уменьшает узелки.
Применение агента, снижающего поверхностное натяжение, уменьшает узелки.
Наилучшим методом является вакуумное смешивание и вакуумная заливка. Но самым популярным методом обычно является вакуумное смешивание с открытой заливкой.
Преимущества вакуумного смешивания:
- Удаление пузырьков воздуха
- Производство гладких отливок
- Повышение прочности на растяжение паковочной массы
- 95 % отливок без конкреций
- Удаляет все газообразные побочные продукты химической реакции паковочной массы.
Общие соотношения смешивания:
- Больше инвестиционной жидкости, меньше воды = больше расширения
- Меньше паковочной жидкости, больше воды = меньше расширение
Начните с сухой чаши, используйте максимум 27 мл жидкости. Использование большего количества жидкости приводит к слабой форме.
На 100 г паковочной массы: Коронки/виниры: 22 мл жидкости, 5 мл дистиллированной воды
Заполненное кольцо теперь откладывается в сторону, чтобы дать паковочной массе завершить реакцию отверждения и соответствующее расширение отверждения.
- Установка завершается через 30–40 мин.
Используется гигроскопический метод. Свежезаполненную опоку немедленно помещают в водяную баню на 30 мин и выдерживают при температуре 100°F (38°C).
žПроцедура выжигания воска
После того, как паковочная масса затвердеет в течение 45 минут, она будет готова к выжиганию. Тигельный формирователь осторожно удаляют.
Рекомендуется начинать процедуру выжигания, пока форма еще влажная, потому что вода, попавшая в поры паковочной массы, снижает абсорбцию воска, а при испарении вода вымывает воск из формы.
Это выгорание через 45 минут определяется постепенным повышением темп. с удалением воска и явлениями кристаллической инверсии, что объясняет увеличение объема при тепловом расширении.
Когда альфа-форма превращается в бета-форму при температуре инверсии, плотность уменьшается, а объем увеличивается, что известно как объемное расширение.
žЗаливка сплава в литейное пространство требует двух основных требований.
A) Источник тепла – для плавления сплава
B) Усилие литья – для подачи расплавленного сплава в форму
Плавление сплава использовал.
Используемые газы:
- Сжатый воздух и газ – используется с горелкой с одним отверстием для плавки Золото сплавы
- Кислород и газ (оксиацетилен) – используется с горелкой с несколькими отверстиями , для плавки любого сплава , особенно сплавов цветных металлов
Детали пламени паяльной лампы:
1) Зона смешивания – Первая зона, выходящая из сопла. Здесь перед сгоранием происходит смешивание воздуха и газа. Нет цвета. Нет тепла .
2) Зона горения – Вторая зона, перекрывающая первую. Здесь происходит частичное сгорание воздуха и газа. Зеленый цвет. Зона является окислительной и всегда должна находиться вдали от расплавленного сплава во время плавки.
3) Зона восстановления – Третья зона, расположенная за вершиной зоны горения. Светло-голубой цвет. Это самая горячая часть пламени. Этот участок следует постоянно держать на металле во время плавки.
4) Зона окисления — Внешняя зона, в которой происходит полное сгорание с кислородом и воздухом. Не используется для плавки сплава. Его температура ниже, чем в зоне восстановления, и сплав также окисляется.
| 1-й | Зона смешивания | Происходит смешивание воздуха и газа | Нет цвета | Без нагрева | Не используется для обогрева |
| 2-й | Зона горения | Происходит частичное сгорание воздуха и газа | Зеленый цвет | Окисляющие в природе | Следует хранить вдали от сплава | .
| 3-й | Зона восстановления | Самая горячая и чистая часть пламени | Голубой цвет | Восстановление в природе | Используется для плавки сплава |
| 4-й | Зона окисления | Произошло полное сгорание газа и воздуха | Окисляющий в природе. Температура ниже восстановительной зоны. | Следует хранить вдали от сплава | .

Зоны пламени горелки
Электрический нагрев / Индукционный
ž Может использоваться для сплавов любого состава и обеспечивает превосходный контроль температуры литья.
žСплав быстро плавится в угольном тигле, нагреваемом с помощью электрической индукции.
Флюсирование
- Это процесс добавления восстановителя (флюса) в расплавленный золотой сплав непосредственно перед его отливкой для предотвращения его окисления.
- Также снижает температуру плавления сплава и повышает его текучесть.
- Используемый флюс состоит из порошкообразной буры и борной кислоты.
- Не используется для сплавов неблагородных металлов.
A) Машина для литья под давлением
- Драгоценные и полудрагоценные сплавы расплавляются над кольцом в верхней части тигля с использованием горелки для расплавления сплава.
- Сжатый воздух используется для подачи расплавленного сплава в форму.
B) Машина для литья под давлением паров
- Драгоценные и полудрагоценные сплавы плавятся над кольцом в верхней части тигля с использованием горелки для расплавления сплава.
- Поверх кольца надевается металлическая крышка с мокрым вкладышем.
 Образовавшийся пар используется для подачи расплавленного сплава в форму.
Образовавшийся пар используется для подачи расплавленного сплава в форму.
C) Вакуумная литейная машина
- Эта машина вакуумирует форму перед ее заполнением расплавленным сплавом.
- Вакуум улучшает заполнение полости формы.
D) Индукционная литейная машина
- Металл плавится индукционным полем, создаваемым в тигле.
- Как только металл достигает температуры литья, он вдавливается в форму под давлением воздуха, вакуумом или центробежными методами.
E) Машина для центробежного литья заготовок
1) Машина состоит из базового шарнира со сломанным рычагом. Он состоит из противовеса с одной стороны и тигля и колыбели с другой стороны.
2) Машина делает 3 или 4 оборота по часовой стрелке и фиксируется штифтом.
3) Тигель предварительно нагревают для предотвращения образования шлака и охлаждения сплава во время литья.
4) Графитовые тигли используются для сплавов золота и керамические тигли для сплавов недрагоценных металлов, чтобы предотвратить их загрязнение.
5) Предварительно нагретое литейное кольцо помещается в люльку и тигель регулируется.
6) Сплав выплавляют пламенем паяльной лампы или индукционным методом.
7) Золотые сплавы готовы к литью, когда они комкаются и имеют зеркальную блестящую поверхность. Никель-хромовые и кобальтовые сплавы готовы к отливке, когда острые края слитка выглядят закругленными.
8) Стопорный штифт освобождается, и литейная машина начинает вращаться.
9) Расплавленный сплав вдавливается в форму под действием центробежной силы.
Сплавы неблагородных металлов Золотые сплавы, помещенные в тигель
Блестящий шарообразный вид золотого сплава Освобождение замка . инвестиционного материала.
2) Последние следы можно удалить ультразвуком. Оксиды удаляют из золотых сплавов травлением в 50%-ной соляной кислоте.
3) Сплавы неблагородных металлов не травятся, потому что они становятся реактивными и могут загрязняться. Они подвергаются пескоструйной обработке для удаления остатков паковочной массы.
Они подвергаются пескоструйной обработке для удаления остатков паковочной массы.
Финишная обработка
1) Внешняя и внутренняя поверхность отлитой коронки обрабатывается камнями и дисками до полной посадки коронки на штамп.
2) Полировку можно выполнить с помощью резинового круга или полировальной пасты.
3) Блестящая поверхность получается с помощью Rouge.
Закалочное кольцо в холодной воде
– конец –
Вот так:
Нравится Загрузка…
Стоматологический слепок
Автор Dr. George Ghidrai
Зуботехническая лаборатория – это место, где практически производятся непрямые зубные реставрации. Лабораторные этапы, которые в большинстве случаев не видны пациентам, требуют большого мастерства и точности. Зубной техник работает в тесном сотрудничестве со стоматологом и иногда может участвовать на определенных клинических этапах.
Зубной техник получает из стоматологического кабинета слепки вместе с другой важной информацией: оттенок, тип реставрации, слепки клинических случаев, иногда фотографии или видео и т. д. Первое, что он должен сделать, это создать слепок для каждого зуба. впечатление.
д. Первое, что он должен сделать, это создать слепок для каждого зуба. впечатление.
Зубной слепок (зубной слепок или модель зуба) представляет собой позитивную репродукцию зубов пациента и окружающих тканей, полученную со слепка зубов (который представляет собой негативный оттиск зубов и мягких тканей).
оттиск:
отпрепарированный зуб отмечен стрелкой
слепок, полученный со слепка:
отпрепарированный зуб отмечен стрелкой
Как устроен слепок?
Чаще всего лаборатория получает из стоматологического кабинета полный оттиск. Полный оттиск охватывает все зубы и состоит из 3 отдельных оттисков:
-
Оттиск верхней дуги – из него получают слепок верхнего зубного ряда
-
Оттиск нижней дуги – из него получают нижний слепок .
-
Регистрация прикуса – используется для позиционирования 2 слепков в ситуации, аналогичной статической окклюзии пациента (или правильному прикусу)
Бывают ситуации, когда был сделан частичный оттиск. Обычно частичный оттиск используется при моделировании небольших реставраций (коронки или небольшие мостовидные протезы).
Обычно частичный оттиск используется при моделировании небольших реставраций (коронки или небольшие мостовидные протезы).
полный слепок захватывает
все зубы зубной дуги
частичный слепок захватывает только часть
(несколько зубов) зубной дуги
Техника
-
Все оттиски тщательно высушиваются воздухом.
-
Особый пластырь (гипс) получают путем смешивания порошка и воды.
-
Когда гипс достигает оптимальной консистенции, его заливают внутрь оттиска, чтобы он достиг всех его деталей.
-
После затвердевания гипса оттиск осторожно снимают с модели.
Позиционирование двух слепков зубов
Когда оба слепка зубов (верхний и нижний) готовы, их необходимо расположить в правильном прикусе. Это было зафиксировано с регистрацией укусов . Для этой операции используется специальное устройство: стоматологический артикулятор .
Стоматологический артикулятор
Артикулятор представляет собой механическое устройство, к которому крепятся слепки зубов верхней (верхней) и нижней (нижней) зубов, воспроизводящие записанные положения нижней челюсти по отношению к верхней. Более того, артикулятор может имитировать различные движения нижней челюсти.
Более того, артикулятор может имитировать различные движения нижней челюсти.
стоматологический артикулятор до фиксации слепков
стоматологический артикулятор после фиксации
верхней и нижней слепков
в положении, зафиксированном регистрацией прикуса
Подготовка зубного слепка
90 002 Зубные слепки используются техник по изготовлению спроектированных реставраций. По сути, зубные коронки, мостовидные протезы или съемные протезы изготавливаются на слепке зубов, а затем стоматолог устанавливает их во рту.Перед началом моделирования выполняются определенные приготовления. Целью этих операций является получение наилучшего возможного доступа к препарированным зубам на различных стадиях производственного процесса.
-
Весь гипс вокруг опорных зубов удаляется, чтобы техник имел полный доступ ко всем препарированным частям зубов (включая область под десной).
-
Перед заливкой гипса внутрь оттисков на уровне опорных зубов вставляют небольшие металлические стержни.

После затвердевания гипса стержни позволяют снимать опорные зубы и перемещать их на гипсовой модели. Это дает технику очень хороший вид со всех сторон отпрепарированных зубов на следующих этапах.
-
Небольшие неровности на поверхности штукатурки закрываются специальными восками или другими специальными веществами.
препарированный зуб на слепке
после завершения всех приготовлений
Другие типы моделей
Помимо «рабочего слепка», по которому изготавливается зубная реставрация, могут быть изготовлены другие типы слепков.
-
Предварительный слепок : получен по предварительному слепку. Он используется для изготовления специального лотка .
-
Модель для тематического исследования : получено из слепка для тематического исследования. Он используется для наблюдения за различными существующими деталями перед препарированием зуба. На разных стадиях лечения может быть построено несколько моделей исследования.

-
Повязка для дидактики или документации : использование для представления различных клинических случаев на факультетах, конгрессах, в научных исследованиях, судебно-медицинских документах и т. д.
Последний пересмотр и обновление: ноябрь 2022 г.
Конструкция металлического каркаса >><< Цементирование коронок и мостовидных протезовОсновные статьи
Зубные имплантаты, полное руководство для пациентов
системы замены зубов и сейчас более распространены, чем когда-либо прежде. В этом всеобъемлющем руководстве рассматриваются все важные аспекты имплантационной стоматологии …подробнее
15 Распространенные заболевания языка, которые могут возникнуть у вас
Поскольку мы постоянно пользуемся языком, проблемы с языком могут вызывать у нас раздражение и дискомфорт. Узнайте о различных типах проблем с языком, возможных причинах и способах борьбы с ними …подробнее
Рак полости рта. Как бороться с опасным для жизни заболеванием
Рак ротовой полости — это серьезное заболевание, которое может быть опасным для жизни.