Изготовление Штампованной Коронки • OHI-S
В этой статье вы узнаете основные клинико-лабораторные этапы изготовления штампованной коронки. Если вы не знаете, или хотите узнать больше о самой штампованной коронке (Что это такое?), можете почитать нашу статью по ссылочке.
Готовы? Тогда поехали!
Итак, сначала просто перечислим этапы изготовления штампованной коронки:
(Все этапы делятся на клинические и лабораторные. Клинические выполняет врач, лабораторные – зубной техник.)
Клинические:
- Препарирование зуба
- Получение оттисков
- По оттиску отливка гипсовой модели
- Определение центрального соотношенияЛабораторные:
- Гипсовка модели в артикулятор или оклюдатор
- Моделирование будущей коронки из воска
- Вырезание из модели гипсового штампика (на котором смоделирована коронка)
- Изготовление штампа из легкоплавкого металла
- Подбор гильзы-заготовки
- Непосредственно штамповкаКлинический
- Проверка коронки в клиникеЛабораторный
- Шлифовка, полировкаКлинический
- Фиксация коронки.
Теперь можем разобрать каждый этап подробнее:
1. Препарирование под штампованную коронку
Как вы наверное знаете, толщина колпачка для штампованной коронки составляет 0,3 мм. Таким же будет и объём препарирования. Зубу придают форму цилиндра, убирая 0,3 мм в области шейки (там, где создаётся уступ). В области экватора препарируют до создания культи в форме цилиндра. Оклюзионную поверхность препарируют также на 0,3 мм, примерно сохраняют и рельеф бугров.

2. Получение оттисков
Так как штампованная коронка является бюджетным протезом, да и технология её изготовления не подразумевает высокой точности, то и оттиск не обязательно должен быть точным.
В СССР самым ходовым оттискным материалом был гипс. Сейчас, из гуманности к пациентам, оттиск чаще снимают альгинатом.
Как обычно, получают 2 оттиска: рабочий – той челюсти, где будет коронка. И вспомогательный – челюсти с зубами-антагонистами.

3. По оттиску отливают гипсовую модель
Если оттиск снят с помощью альгината, то гипсовую модель отливают в первые 30 мин. (Всё как обычно).
Если оттиск из гипса – осколки оттиска собирают воедино и передают зубному технику. Который их склеит и отольёт модель.

4. Определение центрального соотношения
Если оставшиеся зубы хорошо смыкаются в центральном соотношении, есть ключ окклюзии, то этот этап можно опустить. Если прикус не определяется, то центральное соотношение, как обычно, определяют силиконом или термопластической массой.
Далее врач отдаёт модели (или оттиски) и фиксажи окклюзии (если их определяли в п.4) в зуботехническую лабораторию, где за дело берётся зубной техник.

5. Гипсовка модели в окклюдатор
В случае штампованной коронки модели обычно гипсуют в окклюдатор. Артикулятор слишком дорогой и сложный для данного вида коронок.
Гипсуют модели очень просто. На модель верхней челюсти наливают немного гипса, приклеивают верхнюю дужку окклюдатора. Затем модель нижней челюсти устанавливают в центральное соотношение. И в таком положении приклеивают к ней нижнюю дужку оклюдатора.

6. Моделирование зуба из воска
Прежде чем приступить непосредственно к моделированию, техник очерчивает на модели клинический экватор. Коронку моделирует не доходя 1 — 1,5 мм до этого экватора. Это важно для будущего плотного прилегания коронки к шейке зуба.
После этого техник наносит жидкий воск на культю равномерным слоем, восстанавливая коронку зуба. Пока воск не остыл, нужно сомкнуть модели, чтобы получить отпечаток зуба-антагониста, так проще моделировать жевательную поверхность.
Когда воск остынет, техник окончательно моделирует анатомию коронки зуба. Важно, чтобы коронка, смоделированная техником была меньше восстанавливаемой на 0,3 мм, т.е. на толщину слоя металла. В будущем этот промежуток займет коронка.
 а — очерчивание линии шейки зуба карандашом.
а — очерчивание линии шейки зуба карандашом.б — граница нанесения воска (пунктиром)
в — начало моделирования жевательной поверхности
7. Вырезание из модели гипсового штампика
Для получения металлического штампа из гипсовой модели челюсти вырезают гипсовый штамп. Точно таким же будет и легкоплавкий штамп. Перед тем, как вырезать, модель опускают в воду на несколько минут.
Гипсовый штамп вырезают с помощью плоской пилки. Важным моментом является то, что основание штампа по ширине должно быть равно экватору зуба. (Шире – и штампованный колпачок упрется в основание, уже – на коронке будут складки).
В готовом гипсовом штампе (на его основании) на 1 мм ниже очерченной ранее клинической шейки проводят ещё одну линию. Острым шпателем делают бороздку по этой линии. Затем срезают гипс между первой и второй линиями.
Важно: участок между первой и второй линиями определяет параметры поддесневой части коронки. Его диаметр должен быть равен диаметру шейки. Если шире – коронка будет большой. Если уже – коронка просто не налезет. В идеале этот участок должен выглядеть как вертикальная линия ниже клинической шейки.
В результате вышеописанных действий мы в перспективе удлинняем коронку на 1 мм. Для чего это нужно? Чтобы создать запас для будущего обрезания, обтачивания коронки. Иначе коронка может получиться короткой. А также, чтобы она распологалась под десной на 0,2 мм.
 I — выделение смоделированного зуба на модели; II — контуры для обработки гипсового столбика. III — ориентиры для определения длины и ширины искусственной коронки: а — правильное, б — неправильное.
I — выделение смоделированного зуба на модели; II — контуры для обработки гипсового столбика. III — ориентиры для определения длины и ширины искусственной коронки: а — правильное, б — неправильное.
8. Изготовление штампа из легкоплавкого металла
Чтобы сделать из гипсового штампа металлический используют специальную металлическую рамку. Заготовки опускают в воду на 5-10 минут, чтобы предотвратить склеивание их с гипсовой формой. Затем замешивают гипс, заливают его в форму и сглаживают шпателем. Гипсовый штампик наполовину погружают в гипс и ждут его затвердевание. После этого форму извлекают из рамки, делают 2 углубления (для вхождения в них выступов другой половины формы) и опускают в холодную воду (для предотвращения склеивания). Затем эту конструкцию вновь заливают гипсом для получения второй части формы.
После затвердевания форму раскрывают (молоточком), удаляют гипсовые штампики , соединяют 2 части формы и закрепляют в специальном фиксаторе. Легкоплавкий металл плавят (есть такая ложка с носиком) над спиртовкой и заливают в гипсовую форму, в специально заранее изготовленные отверстия. Всего нужно отлить 2 штампика для каждого зуба. Один – для предварительной штамповки, второй – для окончательной.
 Изготовление металлического штампа
Изготовление металлического штампа
9. Подбор гильзы-заготовки
Для штамповки используются стандартные стальные гильзы. Они выпускаются заводом-изготовителем различных диаметров. Технику остаётся только выбрать подходящую. Есля вдруг подходящей гильзы не нашлось, можно уменьшить гильзу большего диаметра.
Для уменьшения гильз используют две разновидности аппаратов: аппара Шарпа и «Самсон». Механизм работы этих аппаратов следующий: Есть матрица с отверстиями заданного диаметра и металлические штифты (Пуансоны). Промежуток между ними составляет 0,3 мм, как раз на толщину металла. При закручивании ручки штифт опускается и входит в отверстие, а гильза вытягивается по диаметру заданного отверстия. Правильно подобранная гильза с трудом надевается на штампик.

В процессе механической обработки гильза теряет свою пластичность. Поэтому её нужно периодически прокаливать (отжигать), без этого гильза с трудом поддаётся обработке.
Перед штамповкой гильзу подвергают свободной ковке. При этом молоточком на наковальне гильзе придают оринтеровочную форму будущего зуба. Гильзу отжигают.
Предварительная штамповка (Проводится на специальной свинцовой пластине. Перед штамповкой на ней делается небольшое углубление, с помощью первого штампа, для оклюзионной поверхности зуба. Штамп молоточком вколачивают в свинцовую пластину ): гильзу надевают на первый штамп и вколачивают ее в этот штамп в указанное углубление, чтобы на гильзе отпечатались контуры жевательной поверхности. Продолжают ковку нанося удары от жевательной поверхности к экватору. Как только жевательная поверхность будет полностью закончена, гильзу снимают со штампика и вновь отжигают.
10. Непосредственно штамповка
Гильзу надевают на второй штамп и приступают к штамповке. Она может быть выполнена одним из двух методов: методом Паркера или методом ММСИ.
Штамповка коронок по методу Паркера (наружный способ)
Проводят в специальном аппарате Паркера. Аппарат состоит из пустотелого основания и входящего в него цилиндра.
Полость в основании заполняется мольдином (специальной глиной). Гильзу, надетую на штамп, погружают в мольдин (коронкой вниз), вставляют цилиндр и сильно бьют по нему молотком. От ударов масса уплотняется и равномерно давит на гильзу. Снимается штампованная коронка путём расплавления штампа в плавильной ложке.
Затем коронку 1-2 минуты кипятят в соляной кислоте, отжигают и обрезают коронковыми ножницами по линии углубления. Края коронки сглаживают карборундовыми корнями. Точность подрезки проверяют на гипсовой заготовке штампа.
Штамповка по методу ММСИ
(ММСИ – московский медицинский стоматологический институт)
В этом методе вместо мольдина используют контрштамп из легкоплавкого металла. Этот контрштамп получают так: второй штамп обматывают слоем липкого пластыря. В специальную кювету (она книзу сужается, переходя в конус) заливают легкоплавкий металл. Пока он не затвердеет в него полностью погружают штамп. Затем полученную форму извлекают из кюветы (ставят на кольцо подставку и ударяют пестиком). И раскалывают её пополам, чтобы было возможно удалить из нее штамп. Затем со штампа снимают воск и надевают коронку. Помещают в исходное место в контр штамп. Контрштамп помещают в кювету и ударами молотка штампуют коронку. В результате контрштамп входит в кювету и давит на стенки гильзы. Штамповку заканчивают, когда контрштамп коснётся дна гильзы. Всё остальное как в методе Паркера.

11. Проверка коронки в клинике
Далее штампованная коронка передаётся в клинику, где производят её проверку. Врач надевает коронку пациенту, проверяет ее прилегание к шейке, выясняет наличие существенных дефектов, проверяет оклюзионные контакты. Если их нет, штамповка передаётся технику для шлифовки, полировки, и, по желанию пациента, нанесения напыления.

12. Шлифовка и Полировка
Шлифовка и полировка штампованной коронки подробно описана в отдельной статье, посвящённой шлифовке и полировке зубных протезов и коронок. Переходите, читайте по ссылочке.

13. Фиксация штампованной коронки
Готовая коронка передаётся в клинику, где врач производит ее фиксацию. Предварительно врач ещё раз проверяет качество коронки. Фиксируется штамповка на специальный цемент, чаще СИЦ или цинк-фосфатный. Коронку обрабатывают спиртом, высушивают. Высушивают культю зуба. Цемент замешивают до консистенции жидкой сметаны, вносят в коронку и надевают её на зуб. Пациент плотно смыкает зубы и ждёт затвердевания цемента. После этого удаляют излишки цемента, пациенту дают рекомендации по уходу за протезом. И на этом всё.
Заключение: В этой статье перечислены все основные этапы штамповки коронок. Надеюсь, вам всё стало понятно. Читайте другие статьи, смотрите видео И ПОМНИТЕ: Не знать не стыдно – стыдно не хотеть знать.
Изготовление штампованной коронки этапы изготовления
03.07.2019Штампованные коронки представляют собой один из распространенных вариантов реставраций для восстановления эстетики зубных рядов, функциональных характеристик. Это имитации естественной формы зуба в виде колпачка, который одевается на подготовленную культю, либо стандартный абатмент или индивидуальный.
Все этапы процесса изготовления и установки делят на клинический и лабораторный, предлагаем подробнее ознакомиться с каждым из них.

Изготовление коронок для зубов, препарирование
Под коронку необходимо подготовить единицу, для этого ее обтачивают до получения цилиндрической формы. Используют для этого стандартный алгоритм одонтопрепарирования твердых тканей, который задействует все 5 поверхностей компонента полости рта. С жевательной поверхности/режущей кромки удаляется слой в 0,28-0,3 мм – это толщина искусственной коронки, которая позволяет получить изделию достаточную прочность и при этом не затрагивать в процессе препарирования эмаль на большую глубину. С остальных трех поверхностей иссекается экватор, задача обеспечить свободную посадку коронки и плотный обхват шейки единицы.

Затем формируется два оттиска с верхней и нижней челюсти пациента:
— вспомогательный;
— рабочий.
В этом случае задействуются оттискные массы, альгинатные или полиэфирные. Процесс проходит по классической схеме с использованием ложек, в которые загружается состав, после чего вдавливается на челюсть и фиксируется до схватывания отпечатка. Готовые изделия оцениваются на предмет соответствия требованиям реставрации, дезинфицируются.

Изготовление коронок — чередование этапов
Далее начинается первый лабораторный этап – отливаются гипсовые модели челюстей, а так же формируются восковые базисы с окклюзионными валиками, которые позволяют выявить соотношения челюстей и единиц при естественных движениях. Валики используются не для всех операций.
Затем снова проводится клинический этап, который сводится к определению центральной окклюзии. Это основное отношение челюстей, которое необходимо для создания качественной реставрации.
Снова лабораторный этап, подразумевающий подготовку придесневой части гипсовой единицы, это необходимо для изготовления штампованной коронки. В процессе происходит гравировка шейки скальпелем, придающая контуру четкость и выраженную ступеньку границы, шейка обозначается химическим карандашом.

Модели из гипса фиксируются в артикуляторе или окклюдаторе, осматриваются визуально на предмет явных отклонений, проверяется степень разобщения с антагонистами. Четкость контуров шейки повышается за счет снятия излишков или наплывов гипса, для этого задействуется глазной скальпель. Шейка обводится химическим карандашом, по апроксимальным сторонам штампа проводится сепарация.
Изготовление коронок — моделирование и штампы
Моделирование проводят при помощи специального одноименного воска, на гипсовую культю он укладывается слой за слоем до получения необходимого объема. Затем заготовка обрабатывается для передачи естественной геометрии и всех поверхностей коронковой части.

Последовательность следующая:
— вестибулярная поверхность;
— оральная;
— жевательная;
— апроксимальная.
Цельнолитые коронки и их производство Коронки – это ортопедический компонент для реставрации зубов, насчитывающий сотни лет истории.
До линии шейки сохраняется небольшой отступ, буквально в 1-1,5 мм, в противном случае будет увеличен объем этого участка и не удастся добиться плотного обхвата основания искусственным изделием. Важно воссоздать компонент не полностью идентичный природному, а уменьшить его объем на толщину металла будущей коронки.

Затем формируется штамп из гипса – заготовка для металлического. Из гипса плоской пилочкой вырезается модель, диаметр нижней части которой равен диаметру шейки зуба. После выпиливания штамп опускается в холодную воду на 5-10 минут.
Более сложным и многоэтапным является изготовление штампа из металла.
Для этого создается форма из двух половин, которая создается на основе металлической рамки со следующими параметрами:
— ширина 50-60 мм;
— борта высотой 20 мм;
— длина 150-200 мм, но может быть больше.

В эту форму заливают замешанный гипс, который сглаживается шпателем. За это время (пока заполнялась и разглаживалась рамка) заготовки штампов пробыли в холодной воде достаточное время, их извлекают. В гипс компоненты погружаются апроксимальной стороной на половину, расстояние между заготовками 5 мм. Затвердевшую гипсовую форму извлекают из металлической рамки и выравнивают поверхность, по краям бруска формируют два углубления в виде конуса.
Брусок погружают в воду, холодную, выдерживают так 2-3 минуты и заливают 20-30 мм гипса, чтобы получить вторую половину формы. Выдерживается необходимое время для твердения, после чего форма раскрывается, заготовки удаляются, ложе расширяется у основания и обе половины совмещают по созданным ранее коническим выступам.
Заливается для штампов легкоплавкие металлы, которые расплавляются в специальной ложке, оснащенной деревянной ручкой. Для заливки используются отверстия в ложе, далее необходимо выждать время для застывания металла. Охлажденные половинки с штампами раскрывают, готовые компоненты удаляют и отправляют на дальнейшие этапы.

Изготовление коронок — гильза и предварительная штамповка
Гильза для выполнения следующего этапа используется стандартная, диаметр подбирается аналогичный диаметру шейки зуба. Если из существующего ассортимента ничего не подходит, можно подогнать под необходимые параметры стандартную гильзу, путем ее протяжки.
Для этого используются аппараты “Шарп”, “Самсон” или аналогичные по возможностям. Если деталь подготовлена правильно, то на штамп она натягивается плотно, с приличным усилием. После постановки ее обжигают.

Далее необходимо провести предварительную штамповку коронки, с этой целью гильза обрабатывается механически на наковальне, небольшим молотком, снова проводится обжиг. Теперь первый штамп используется, чтобы выбить в свинцовой пластинке углубление, идентичное жевательной поверхности и режущей кромке на штампе.
Гильза надевается на штамп и он вбивается в другую гильзу, которая помещена в углубление свинцовой пластины. Необходимо получить отпечаток поверхности зуба, после чего гильза повторно проходит этап температурной обработки (обжига).
Изготовление коронок — окончательная штамповка
Окончательная штамповка коронки проводится двумя методами:
— ММСИ;
— по методу Паркера.
В первом случае после описанной предварительной штамповки нужно получить контрштамп. Для этого второй штамп покрывается липким пластырем толщиной в пределах 0,25-0,28 мм. Кювету с конически сужающимся дном заливают легкоплавким сплавом и погружают в него полностью штамп коронковой частью вниз. После твердения сплава на кольце-подставке выбиваются контрштампы при помощи пестика.

Далее контрштампы раскалывают зубилом на две половины, пластырь с металлической детали удаляется, надевается отожженная гильза и вставляется в контрштамп на место ложа. Контрштампы помещаются в кювету, коронка штампуется молотком, необходимо наносить удары до того момента, пока контршатмп не дойдет до исходной позиции на дне кюветы.
Метод Паркера подразумевает использование одноименного аппарата, в нем происходит окончательная штамповка с использованием нового штампа.
Конструктивно аппарат Паркера – это массивная пустотелая основа и цилиндр, который в нее входит. Полость заполняется вулканизированным каучуком/мольдином, в этом веществе происходит окончательная штамповка за счет помещения в него гильзы коронковой частью внутрь и механического воздействия (ударами молотка по цилиндру). При необходимости используют пресс, развивающий давление в 2-3 атмосферы.
Готовая коронка снимается со штампа, очищается, кипятится в пробирке с соляной кислотой. Кромка обрезается коронковыми ножницами, необходимо точно соблюсти линию углубления. Если выпускается изделие из стали, то края обрабатываются карборундовыми камнями, если из золота – то достаточно использовать напильник для сглаживания.
Финальные клинико лабораторные этапы изготовления штампованной коронки
В финале изготовленная коронка примеряется в ротовой полости и все выявленные недостатки корректируются. Важно убедиться в отсутствии видимых повреждений и гладкости поверхности, все поверхности и края должны быть четко выражены.
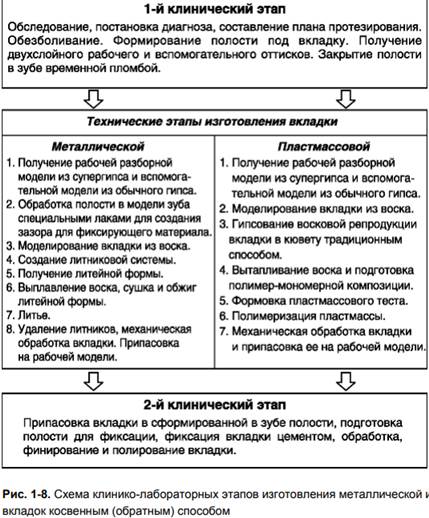
Искусственные коронки Клинико-лабораторные этапы изготовления металлической штампованной коронки
1К – препарирование зуба, снятие оттисков.
1Л – отливка гипсовых моделей челюстей, при необходимости изготовление восковых базисов с прикусными валиками.
2К – определение центрального соотношения челюстей.
2Л – изготовление металлической штампованной коронки.
3К – проверка качества изготовленной коронки, припасовка в полости рта.
3Л – шлифовка и полировка штампованной коронки.
4К – фиксация коронки на цемент.
1 Клинический этап
После осмотра полости рта, постановки диагноза, производим обезболивание, так как одонтопрепарирование сопровождается значительной травмой ТТЗ.
Препарирование зуба – это процесс сошлифовывания ТТЗ для создания условий правильного покрытия его ИК.
Цель препарирования – придать зубу определенную форму, которая будет удобна для фиксации коронки. Эта форма должна обеспечить пространство для ИК и возможность ее наложения.
Должны быть соблюдены все принципы препарирования.
Препарирование д.б. обоснованным и целесообразным.
Под анестезией.
Предварительно подготовить пациента психологически и медикаментозно, так как страх перед ортопедическими манипуляциями вызывает у пациентов повышенную реакцию даже на незначительные болевые ощущения. Для того чтобы пациенты легче могли перенести процесс препарирования зуба, необходимо использовать анестезирующие вещества, а также при необходимости проводить премедикацию с использованием седативных препаратов, транквилизаторов, нейролептиков, антигистаминных препаратов, ненаркотических анальгетиков. Для снятия страха за 30—40 минут до вмешательства применяют транквилизаторы.
Перед работой обязательно проверить состояние работы бормашины.
Режущие инструменты, применяемые для препарирования твердых тканей зубов, должны быть обязательно острыми, хорошо отцентрованными, надежно фиксироваться в наконечнике.
Наконечники, в свою очередь, должны быть исправными.
При препарировании совершать прерывистые движения бора, обязательно с водо-воздушным охлаждением.
Фиксировать руку с наконечником.
Включать бормашину только после введения наконечника в полость рта.
Соблюдать правила асептики и антисептики, инструменты д.б. стерильными.
Эргономичное расположение врача. Работа с ассистентом в 4 руки.
Проявлять осторожность к соседним зубам, применять для этого специальные средства.
Полная концентрация внимания.
Толщина ШК составляет 0,28 мм. Следовательно, препарирование будет проходить в пределах эмали и возможно поверхностного дентина. Для этого мы должны использовать только алмазные боры турбинного наконечника.
В результате препарирования культя зуба должна принять форму цилиндра, которая обеспечит свободное наложение коронки, край которой заходит в десневую бороздку и плотно охватывает шейку зуба.
Конструкционной особенностью ШК является ещё и то, что её толщина одинакова на всем протяжении. А это значит, что мы не можем себе позволить чрезмерное сошлифовывание, предположим жевательной поверхности, т. к. в этом случае между внутренней поверхностью ШK и жевательной поверхностью будет пустота. В результате возникнет возможность последующей расцементировки. Поэтому нам необходимо иметь ограничения по степени погружения РИ в ТТЗ.
Этапы препарирования:
Нанесение контрольных вестибуло-оральных борозд
Сошлифовывание жевательной поверхности
Обработка вестибулярной и оральной стенок
Сепарация апроксимальных поверхностей
Сглаживание граней зуба
Преимущество такой последовательности в том, что после снятия части жевательной поверхности облегчается сепарация зубов и уменьшается опасность заклинивания РИ.
Нанесение контрольных вестибуло-оральных борозд осуществляют с помощью мечика с глубиной поднутрения 0,28мм. Вообще нужно сказать, что нанесение контрольных борозд является весьма условным, поскольку толщина снимаемого слоя боковых стенок зависит от формы зуба и диаметра щенки.
Сошлифовывание жевательной поверхности проводят с помощью оливовидного, пламевидного или бочкообразного боров. При сошлифовывании жевательной поверхности необходимо сохранять присущую анатомическую форму. Сошлифовываем очень тонкий слой. Для этого у премоляров и моляров поочередно снимаем слой ТТЗ в области бугров и фиссур, у резцов – режущий край. Контроль качества проводится с помощью копировальной бумаги, которую складывают в 16 слоев и помещают между препарируемым зубом и зубом-антагонистом. Это примерно соответствует толщине ШК. Если она окрашивает ТТЗ жевательной поверхности, то соответственно мы недостаточно сняли ТТЗ и поэтому не произошло разобщения между зубами-антагонистами. Значит, препарируем дальше, до тех пор, пока бумага легко не будет проходить между зубами.
Обработку вестибулярной и оральной стенок проводят с помощью цилиндрических боров различной длины в зависимости от высот клинической коронки зуба. Изначально мы обработали вестибулярную и оральную поверхность мечиками, при помощи которых мы создали канавки. Сошлифовываем цилиндрическим бором ткани зуба между канавок на их толщину. Выравниваем, поверхность должна плавно переходить в другую.
Сепарацию апроксимальных поверхностей проводят тонким конусовидным бором, совершая поступательные движения, чтобы не повредить рядом стоящие зубы. Кратковременными касаниями с зуба снимаются ТТ до появления видимого промежутка между зубами. Препарируем осторожно, не допускаем формирование уступа, потому что ШК уходит под десну и очень плотно охватывает шейку зуба. Точность препарирования контролируется зондом, плавность его продвижения свидетельствует о ровной поверхности. Сошлифованные поверхности должны быть параллельны друг другу и длинной оси зуба. Но допускается легкая конвергенция, но наклон стенок должен быть едва заметным (1-3 град).
Сглаживание граней зуба.
Клинико-лабораторные этапы изготовления штампованных коронок. — Студопедия
Первый клинический этап:
1) обследование, постановка диагноза, определение плана лечения, выбор конструкции протеза;
2) обезболивание твердых тканей зуба (при необходимости). Препарирование зуба.
3) получение оттисков (рабочего и вспомогательного), определение центрального соотношения челюстей.
Первый лабораторный этап:
1) изготовление гипсовых моделей (рабочей и вспомогательной), сопоставление их положения центральной окклюзии по определенным признакам,загипсовка в окклюдатор или артикулятор;
2) моделирование формы восстанавливаемого зуба (очерчивание клинической шейки зуба, наслоение моделировочного воска, окончательная моделировка на затвердевшем воске).
3) вырезание гипсового штампа, его разметка;
4) изготовление металлического штампа из легкоплавкого металла. Для каждого зуба отливают 2 штампа, из которых первый используют для окончательной штамповки, а второй — для предварительной;
5) подготовка (нержавеющая сталь) или изготовление (золото, платина) гильз к штамповке.
6) предварительная штамповка коронки.
7) окончательная штамповка коронки.
Второй клинический этап: припасовка коронки в полости рта.
Второй лабораторный этап: отбеливание, шлифовка и полировка искусственной коронки.
Стецюк Наталья 151-С 27.05.20.
Третий клинический этап: окончательная припасовка коронки и ее фиксация в полости рта на цемент.
Клинико-лабораторные этапы изготовления металлических цельнолитых коронок.
Клинические этапы изготовления литых коронок.
1. Препарирование зуба под литую коронку, получение двухслойных слепков.
2. Припасовка готовой литой коронки на зуб, фиксация на цемент.
Лабораторные этапы изготовления.
1. Отливка разборной модели по оттискам.
2. Нанесение на модель культи зуба изоляционных слоев.
3. Моделирование восковой композиции будущей коронки.
4. Получение литой металлической коронки методом литья.
5. Отделка, шлифовка, полировка коронки.
Стецюк Наталья 151-С 27.05.20.
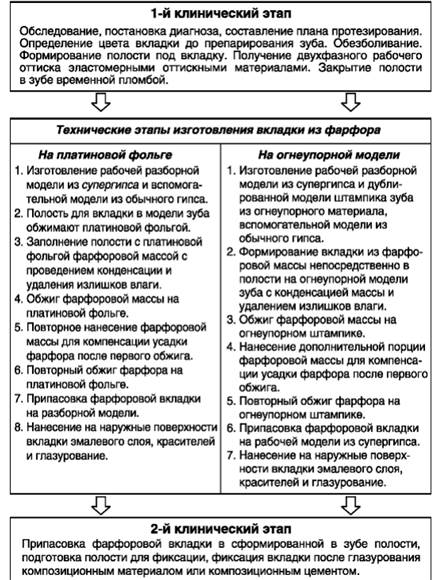
Вкладки
Стецюк Наталья 151-С 27.05.20.
Вопрос 15. Клинико-лабораторные этапы изготовления штампованных коронок из золотых сплавов
Клинико-лабораторные этапы изготовления штампованных коронок из золотых сплавов. Особенности.
Коронки из золотых сплавов до сих пор находят довольно широкое применение. Они прочны, не окисляются в полости рта, безвредны для пациента, обладают приятным блеском, хотя и не эстетичны. В первую очередь специалисты, которые делают протезы из сплавов благородных металлов должны быть аккуратны и собраны. Попадание в золотой сплав, например 0,01 % свинца, делает его хрупким.
Врач, препарируя зуб, разобщает его с антогонистами на большую ( до 1 мм) велечину, т.к. золотой диск толще стальной коронки, кроме того окклюзионная поверхность коронки будет утолщаться за счет припоя. Это же учитывает и зубной техник. Моделировка зубов проводится особенно тщательно. Металлические штампы обрабатываются наждачной бумагой. Припасовка гильзы при ее протягивании проводится на гипсовом, а не металлическом штампе. Перед протягиванием диск берется в пинцет и нагревается над горелкой до покраснения. Лучше начать протягивание на аппарате Шарпа (3- 4- мя отверстиями), а затем перейти на специально выделенный для золотых работ аппарат Самсона. Гильзу подгоняют чуть свободнее, чем стальную. Предварительную штамповку ведут роговым или медным молоточком. После штамповки отбеливают (лучше в концентрированной соляной кислоте), подрезают по границам ножницами, термически обрабатывают и, насадив на первый штамп, опрессовывают в прессе или аппарате Паркера. Добавив ложку воска осторожно выплавляют сплав, коронку освобождают от остатков и налета сплава и снова отбеливают. Коронку отдают на припасовку в полости рта, после чего техник захватывает в пинцет, посыпает в нее немного буры, оплавляет последнюю, укладывает на окклюзионную поверхность (внутрь коронки) немного золотого припоя и осторожно их оплавляет. Не остывшую коронку тут же погружают в соляную кислоту, промывают в воде, шлифуют и полируют. Не разрешается передача протезов из драгоценных металлов непосредственно из кабинетов в лабораторию и наоборот, минуя регистратуру или аффинерную. Готовая работа взвешивается в присутствии пациента и фиксируется в полости рта цементом. Категорически запрещается сдавать золотые зубные протезы без цемента или на временном цементе (дентине). Гарантийный срок золотой коронки один год. Если она «проносилась» в течении гарантийного срока переделка производится за счет зубного техника.
Вопрос 16
Общие технические требования изготовления зубных протезов (по приказу № 884). Несъемные протезы из пластмассы.
Изготовление штампованной коронки
По завершении препарирования зуба получают оттиски и гипсовые модели обеих челюстей. Затем модели составляют в центральной окклюзии и загипсовывают в окклюдатор или артикулятор. Подготовленные модели используют для моделирования коронок.
Моделирование коронок заключается в воссоздании будущей формы коронок с наружной и апроксимальных сторон окклюзионной поверхности. Последнее важно ввиду роли рельефа окклюзионной поверхности в обеспечении плавных движений челюстей при артикуляции, а также с учётом индивидуальных особенностей рельефа.
Рельеф окклюзионной поверхности зубов зависит от строения и функции ВНЧС, от положения головок нижней челюсти в суставных ямках в положении центральной окклюзии, от суставных путей, характера смещения нижней челюсти в боковые окклюзии, от резцового пути и других факторов. Учёт этих особенностей важен при моделировании окклюзионных поверхностей искусственных коронок и зубов.
У лиц с выраженным скатом суставного бугорка у жевательных зубов нужно моделировать высокие бугорки и глубокие ямки, при плоских суставных бугорках — плоские бугорки и неглубокие ямки. В случае моделирования плоской, не соответствующей скату суставного бугорка окклюзионной поверхности возможна травма тканей переднего отдела ВНЧС. При моделировании выраженного рельефа окклюзионной поверхности при плоском суставном бугорке возможно развитие функциональной перегрузки пародонта. С целью лучшей адаптации к протезам и предупреждения возможных осложнений при плоском суставном бугорке рекомендуется моделирование низких бугорков и плоских скатов, при отвесном бугорке — высоких бугорков и отвесных скатов боковых зубов.
От степени наклона скатов суставных бугорков к протетической плоскости зависит степень размыкания боковых зубов при движениях нижней челюсти. Чем больше величина этих углов, тем больше разобщение боковых зубов при передней окклюзии и в боковой окклюзии — боковых зубов балансирующей стороны.
Если нет достаточного резцового перекрытия в передней окклюзии, то обычно наблюдается контакт боковых зубов. Это может способствовать развитию повышенного стирания зубов. Для согласованной работы всех элементов окклюзионной поверхности с учётом индивидуальных особенностей строения и функции сустава, важно правильно моделировать искусственные коронки и зубы, восстанавливать окклюзионные контакты при всех разновидностях смыкания зубных рядов. Такое восстановление возможно только при помощи индивидуально настроенных артикуляторах.
Окклюзионная поверхность жевательных зубов представляет собой часть поверхности зуба от вершин бугорков до самого глубокого участка фиссур.
Она имеет следующие элементы:
• вершины бугорков и их основания;
• скаты;
• гребни;
• треугольные валики скатов бугорков;
• краевые валики, соединяющие вершины бугорков;
• краевые ямки;
• центральные и дополнительные фиссуры.
Основные элементы жевательной поверхности зубов — это бугорки. Каждый бугор имеет основание и вершину. Вершины бугров жевательных зубов несколько смещены к середине жевательной поверхности. Вершины всех зубов соединены краевым валиком, который ограничивает окклюзионную поверхность по периферии. Наибольший диаметр зуба в 2 раза больше диаметра его окклюзионной поверхности. От вершины бугорка к середине жевательной поверхности проходят треугольные валики, по которым скользят окклюзионные поверхности зубов-антагонистов.
На контактных поверхностях зуб имеет выпуклые площадки и краевые ямки. Краевые ямки двух расположенных рядом зубов образуют апроксимальную ямку для бугорка зуба-антагониста. Между щёчными и язычными (нёбными) бугорками жевательных зубов расположена центральная фиссура, где, как и в дополнительных фиссурах, сходятся скаты и гребни основных бугорков. С медиальной и дистальной сторон нёбная поверхность имеет 2 краевых валика. Эти валики в нижней трети зуба соединяются зубным бугорком, самой выпуклой частью зуба и местом окклюзионных контактов. Между этим бугорком и серединой режущего края находится срединный нёбный валик, по обе стороны которого расположены бороздки.
С учётом выполняемой роли в процессе механической переработки пищи щёчные бугорки нижних и нёбные бугорки верхних жевательных зубов будут основными. Они раздавливают пищу, определяют характер перемещений нижней челюсти, перераспределяют жевательные силы по направлению вертикальной оси зуба.
Щёчные бугорки верхних и язычные бугорки нижних жевательных зубов в положении центральной окклюзии имеют лёгкий контакт с антагонистами. Они осуществляют разделение пищи, создают на своих скатах скользящие поверхности для антагонистов при артикуляции, защищают язык и щёки от попадания между зубами, поэтому их называют защитными.
Оптимальными для выполнения функции жевания будут множественные точечные и равномерные контакты антагонирующих зубов, что и необходимо воссоздать при моделировании искусственных коронок и зубов. Смыкание бугорков и фиссур антагонирующих зубов по принципу «пестик и ступка» придаёт стабильность нижней челюсти во время смыкания зубов и при различных её перемещениях в процессе артикуляции.
Качественное моделирование окклюзионной поверхности обеспечивается следующими моментами:
• правильным определением врачом центральной окклюзии;
• правильной установкой моделей в артикуляторе;
• соблюдением зубным техником основных принципов моделирования.
Для эффективного моделирования движений нижней челюсти в артикуляторе модели челюстей нужно установить в правильном положении. Правильное положение моделей челюстей между рамами артикулятора определяют при помощи лицевой дуги, устанавливаемой на лице пациента в соответствии с положением челюстей по отношению к шарнирной оси. Для получения отпечатков зубов верхней челюсти в пространство артикулятора переносится сначала положение модели верхней челюсти. Это проводится путём установления лицевой дуги с «прикусной вилкой» в артикулятор с применением «переходного устройства».
Нижняя модель соединяется с верхней при помощи прикусных блоков после определения центральной окклюзии.
После установки моделей в артикулятор регулируют суставные углы.
Для работы с артикулятором при моделировании воском настройка артикулятора на индивидуальную функцию имеет решающее значение, поскольку направляющие и опорные элементы артикулятора программируют все движения нижней челюсти в пределах протезного поля.
Добиться согласованных движений в суставе и контактов зубов можно только при правильном расположении бугорков и фиссур на окклюзионной поверхности. Необходимо учитывать функцию и строение сустава при моделировании, чтобы избежать преждевременных контактов зубов на рабочей и балансирующей сторонах.
Известны 2 метода моделирования:
• моделирование из воскового блока с отпечатками зубов-анта- гонистов;
• поэтапное моделирование элементов окклюзионной поверхности.
Поэтапное моделирование — это более точный и менее трудоём- кий метод, он отвечает необходимым требованиям.
Цель моделирования — восстановление анатомической формы зуба, особенно его окклюзионной поверхности для обеспечения:
• целостности коронок и зубных рядов;
• распределения жевательного давления по вертикальной оси зуба.
После очистки шпателем шейки зуба от излишков гипса проводят линию клинической шейки коронки остро заточенным химическим карандашом. Эта линия соответствует границе десневого края. Затем отделяют подготовленный зуб от соседних зубов лобзиком с пилкой, имеющей толщину металлической коронки, и приступают к моделировке, т.е. к восстановлению анатомической формы зуба.
Моделируют коронку с помощью моделировочного воска и моделировочного шпателя. Начинающие зубные техники могут использовать воски разных цветов для моделирования отдельных элементов окклюзионной поверхности. Острый конец шпателя служит для подрезания воска, а закруглённый в виде ложечки — для расплавления воска. Первая порция воска наносится в кипящем виде для лучшего сцепления с гипсом. Расплавленный воск наносится с некоторым излишком (сравнительно с соседними зубами). Линия шейки и отсепарированные промежутки между зубами не должны быть залиты воском.
Лабораторные этапы изготовления штампованной коронки:
1 — выделение смоделированного зуба из модели; 2 — контуры для отработки гипсового столбика; 3 — ориентиры для установления длины и ширины искусственной коронки: а — линия воска; б — линия клинической шейки; в — линия края коронок; 4, 5 — получение металлического штампа; 6 — предварительная штамповка окклюзионной поверхности коронки.
Пока воск на жевательной поверхности ещё мягкий, необходимо сомкнуть обе половины окклюдатора (артикулятора) для получения отпечатков зубов-антагонистов. Если воск успел затвердеть, смыкание окклюдатора сопровождается применением усилия, которое может повлечь за собой поломку гипсовых зубов, сдвиг или растрескивание залитого воска. Нагретым шпателем повторно размягчают воск и только после этого смыкают окклюдатор. Далее приступают к моделировке, постепенно снимая излишки воска и придавая зубу анатомическую форму, соответственно имеющимся на модели естественным зубам.
Моделировку жевательной поверхности необходимо проводить, неоднократно проверяя соотношения артикулирующих зубов, что проще делается в артикуляторе. После завершения моделировки зуба бугорки или режущий край зуба не должны препятствовать жевательным движениям челюсти. Необходимо, чтобы с апроксимальных сторон искусственая коронка имела контакты с соседними зубами ближе к жевательной поверхности или режущему краю, благодаря чему межзубные промежутки предохраняются от попадания пищи. Во время моделирования в апроксимальных зонах надо оставлять просветы, равные толщине стенок.
Щёчная (губная) и язычная поверхности должны быть выпуклыми и соответствовать анатомической форме восстанавливаемого зуба, десневого края и межзубных сосочков.
Смоделированный зуб вырезают лобзиком или зуботехническим шпателем, вырезанному фрагменту придают форму столбика. На 1-2 мм ниже отмеченной карандашом линии шейки проводят вторую линию, на уровне которой должен заканчиваться край металлической коронки. Пространство между двумя линиями подрезают шпателем, держа его вплотную к зубу, чтобы у второй линии получился уступ шириной в 0,5 мм. Затем подготовленный гипсовый штамп необходимо на 3-5 мин опустить в воду для насыщения водой и загипсовать, чтобы воспроизвести контрштамп для дальнейшего получения металлического. Резиновое кольцо заполняют гипсом такой же консистенции, как для отливки моделей, куда и погружают гипсовый штампик коронковой частью вниз. После затвердения гипса его извлекают из кольца. Для извлечения смоделированного зуба гипс раскалывают с помощью шпателя и молоточка сначала пополам, затем — часть формы с зубом, сложив предварительно обе половины снова вместе. После выведения гипсового зуба форму вновь вставляют в резиновое кольцо и заполняют легкоплавким сплавом.
Легкоплавкий сплав расплавляют в специальной ложке. Сплав не следует перегревать, потому что при этом улетучиваются легкоплавкие его компоненты и в штампе могут получиться поры. Для извлечения металлического штампа из гипсовой формы с неё снимают резиновое кольцо и разбирают на части. Излишки металла, которые могут оказаться на штампе, служат отображением мелких дефектов гипсовой формы (пор в гипсе, щелей по линиям излома и т.д.). Их осторожно снимают напильником, штихелем и наждачной бумагой, не нарушая точности штампа.
Готовят один штамп для предварительной и 2 для окончательной штамповки. При необходимости одновременного изготовления нескольких коронок вырезанные гипсовые штампики для получения формы гипсуют не отдельно каждый в резиновом кольце, а все вместе в гипсовом блоке. Для этого предварительно готовят металлическую рамку прямоугольной формы, соответствующую количеству штампиков.
Гипсовые штампики предварительно выдерживают в воде, каждый зуб погружают в гипс в горизонтальном положении на половину его толщины. Когда гипс затвердеет, рамку удаляют и на концах полученной половины блока вырезают углубления для замков. Гипсовый блок вместе с зубами погружают на несколько минут в воду, затем отливают вторую часть блока.
После затвердения гипса вторую половину блока обрезают по форме первой и лёгкими ударами молоточка по торцевой части блока отделяют одну половину от другой, осторожно извлекая из него гипсовые зубы. Углубления, где располагались гипсовые штампики, зачищают от мелких кусочков гипса, складывают обе половины по имеющимся замкам и затем расплавленным легкоплавким сплавом заполняют каждую форму зуба. Полученные металлические штампики обрабатывают напильником, штихелем и наждачной бумагой.
Стальные гильзы для коронок изготавливают на заводах. В зуботехнические лаборатории они поступают в ассортименте. Зубной техник подбирает гильзу по размеру и приступает к штамповке коронки. Широкие гильзы суживают до нужного размера, протягивая через специальный аппарат и предварительно отжигая. Аналогично можно получать гильзу из металлических дисков (золотых, серебряно-палладиевых).
Диски бывают различных диаметров от 1,8 до 2,3 см, толщиной 0,25-0,28 мм.
Протягивание гильз проводят в специальном аппарате «Самсон», который приводится в действие рычагообразной рукояткой. Аппа- рат имеет большое количество пуансонов. Путём постепенного перехода от большего размера к меньшему получают гильзы без складок, близкие к размеру зубов, на которые изготавливают металлические коронки.
В случае изготовления гильзы из диска его кладут на нижнюю доску аппарата «Самсон» над отверстием ? 1, 2 или 3 в зависимости от размера диска. Пропуская пуансон через отверстие путём нажатия рычагообразной рукоятки, получают из диска гильзу, которую постепенно суживают до необходимого размера.
Правильно подобранная гильза должна надеваться на металлический штамп с усилием. Металлический штамп вколачивают в оттожённую гильзу молотком до тех пор, пока на дне гильзы не появятся первые отпечатки жевательной поверхности или режущего края зуба.
Вколачивание проводят на свинцовой подставке. Если продвижение гильзы встречает препятствие со стороны выступа на штампе около шейки зуба, то гильзу снимают и подрезают в этом участке. После того как гильза надета на металлический штамп, её отбивают молоточком, приближая по форме к штампу.
Удары молоточка нужно направлять на выпуклые участки гильзы, постепенно сбивая их от окклюзионной поверхности или режущего края в сторону шейки зуба. Это позволяет избежать получение складок. В результате ударов молотка металлическая гильза приобретает жёсткость, становится менее податливой для штамповки. Термическая обработка позволяет вернуть гильзе ковкость, для чего её снимают со штампа. Если это удаётся не сразу, то её дополнительно отбивают. При этом гильза может несколько расширяться, а штамп в области экватора суживаться.
Термическая обработка стальной коронки проводится при температуре до 1100 °С, с последующим охлаждением на воздухе. Для
золота достаточен нагрев докрасна над открытым пламенем. После термической обработки гильзу надевают на новый штамп и окончательно штампуют в зуботехническом прессе либо в специальном аппарате.
Аппарат для наружной штамповки коронок состоит из 2 частей:
• основания;
• полого цилиндра.
Наружный конец полого цилиндра представляет собой массивную гладкую площадку (рис. 12.3). Цилиндр изнутри заполняют мольдином. Металлический штамп зуба с надетой на него гильзой вкладывают в аппарат и ударами большого молотка по площадке цилиндра или под прессом штампуют коронку (рис. 12.4). Под действием приложенного усилия мольдин плотно обжимает гильзу. Для того чтобы освободить коронку от штампа, над пламенем расплавляют легкоплавкий металл, который затем выплавляют в ложку.
При изготовлении золотых коронок выплавление металлического штампика надо делать с большой осторожностью. До начала штамповки золотую гильзу можно смазать маслом, чтобы легче было отделить золото от легкоплавкого сплава. Оставшиеся в гильзе кусочки легкоплавкого сплава удаляют из неё шпателем и коронку протирают ватным тампоном с соляной кислотой. Неко- торые зубные техники используют для этой цели 20% азотную кислоту.
Пресс для наружной штамповки коронки (а) и готовая коронка (б): 1 — маховик; 2 — верхний цилиндр; 3 — нижний цилиндр; 4 — металлическая коронка на штампе после окончательного прессования; 5 — коронка после удаления легкоплавкого металла и срезания излишков гильзы.
Комбинированная штамповка коронки металлическим штампом в металлическом контрштампе:
а — штамп из легкоплавкого металла погружён в легкоплавкий металл для получения контрштампа; б — контрштамп; в — установление штампа с гильзой в контрштамп и кювету.
Окончательную очистку золотых коронок проводят в соляной кислоте, а стальных — в специальном отбеле, состоящем из смеси соляной и азотной кислот с водой.
Коронки из нержавеющей стали после окончательной штамповки вновь становятся очень твёрдыми от образовавшегося наклёпа. До отбеливания их необходимо ещё раз подвергнуть термической обработке. После отбеливания коронку кипятят в воде для удаления остатков кислоты и насухо протирают. После штамповки снимают все остатки окалины и подрезают по отмеченной ранее границе, которая должна быть отчётливо отштампована. Оставшиеся неровные края коронки спиливают напильником или карборундовым камнем на шлифмоторе. Затем коронку обрабатывают наждачной бумагой, осторожно шлифуют и полируют сначала резиновым кругом, жёсткими щётками с пастой, затем мягкими нитяными щётками, чтобы не изменить форму коронки и не истончить её. Одиночные коронки удобно обрабатывать, надев на деревянные палочки.
Коронки, которые впоследствии будут спаивать с другими деталями, не полируют, поскольку это затрудняет паяние. Повторная полировка чрезмерно истончает коронку.
Возможно заинтересует:
Похожие материалы:
PPT — Показания, клинические и лабораторные этапы изготовления обжатых-паяных зубных мостов PowerPoint Presentation
Показания, клинические и лабораторные этапы изготовления обжатых-паяных зубных мостов
Клинические и лабораторные этапы обжатия- паяные мосты изготовления Клинические этапы Лабораторные этапы І. Обследование пациента. Диагностика. Составление плана лечения. Подготовка опорных зубов. Снятие впечатлений.І. Изготовление опорных коронок (обжимка). ІІ. Примерка опорных коронок. Снятие окклюзионного слепка. ІІ. Моделирование промежуточной (понтической) части мостовидного протеза. Формовка промежуточной (мостовидной) части мостовидного протеза. Пайка деталей мостовидных протезов. ІІІ. Примерка и примерка каркаса мостовидного протеза. Выбор цвета шпона (облицовки). ІІІ. Моделирование виниров (облицовки) стоматологическим воском. Замена стоматологического воска на акриловую смолу. Полировка мостовидного протеза. ІV. Фиксация мостовидных протезов.
Подготовка опорных зубов для обжимных искусственных коронок.
Препарат режущего края
Препарат вестибулярной и ротовой поверхностей
Этапы препарирования зубов
944 9000 9000 этапов
этапов препарирования зубов Подготовка зубовПодготовка окклюзионной поверхности
Разделение
Маркировка клинической шейки чернильным карандашом.
Моделирование анатомической формы коронки абатмента.
Размеры моделируемой коронки меньше — 0,25-0,3мм
Толщина металла обжимной коронки — 0,25-0,3мм
Нарезка часть дентальной модели с опорным зубом.
Маркировка гипсового штампа.
Методы маркировки гипсового штампа
Изготовление копии гипсового штампа из низкотемпературного литьевого сплава
Литье штампа из сплава с MELOT
Калибровка стандартных гильз с помощью устройства Samson
Предыдущая обжимка
Устройство Parker для внешней обжимки (прессования) искусственных коронок
Этап примерки опорных коронок. б а а — проверка краевой адаптации зондом; б- визуальный осмотр стоматологическим зеркалом.
Снятие окклюзионного слепка с помощью гипса. Наложение гипса Фиксация центральной окклюзии Удаление окклюзионного слепка Оценка слепка
Гипсовые модели фиксируются на окклюдаторе, чем моделирование промежуточной (мостовидной) части мостовидного протеза.
Примерка каркаса мостовидного протеза.
Определение оттенка шпона (облицовки)
Окончательная установка обжимно-паяного моста. Мостовидный протез после фиксации.
Клинические и лабораторные стадии всех металлических отлитых (литых) мостовидных протезов
Форма нарушена в менее видимой половине. Рис. 3-37. При замене заднего зуба (A) продублируйте размер более видимой медиальной половины соседнего зуба. Узкие (B) и широкие (C) промежуточные пространства. (Взято из Blancheri RL: Rev Asoc Dent Mex 8: 103, 1950.)
Рис.3-38. A, FPD на восемь единиц с фарфоровой облицовкой. B и C. Этот трехэлементный задний FPD был изготовлен путем посткерамической пайки металлокерамической поверхности с обычным золотом. D, Металлокерамический FPD с модифицированным гребневым переходником (клыком), кажется, выходит из десны.
Восковой инвентарь Рис. 3-39
Готовые восковые мосты. Рис. 3-40
Рис. 3-41. Прикрепление понтика к ретейнерам.
Полные контурные восковые модели. Рис. 3-42.
Рис. 3-42. Уменьшение процедуры для трехъединичной передней части FPD. A, Обозначение стыка фарфор-металл. B, Центральный резец уже отрезан, а промежуточный мостик поврежден. Клык все еще в анатомическом контуре. C, ленточная пила используется для разрезания соединителя.
Рис. 3-43. Металлический каркас, готовый к абразивному истиранию и окислению частицами в воздухе.
Рис. 3-44. Отказ десневого фарфора без опоры.
Рис. 3-45. Армаментарий для аппликации из фарфора.
Рис. 3-46. Аппликация из фарфора. A, основание готово к опакованию. B, нанесение непрозрачного покрытия. C, нанесение фарфора на тело. D — Кусок смоченной папиросной бумаги (стрелка) на беззубом гребне. E — Фарфор после первого обжига.
Рис.3-47. Металлокерамический мостовидный протез, заменяющий латеральный резец.
Рис. 3-48. Цельнометаллические ПФД, состоящие из трех частей.
Показания, клинические и лабораторные этапы изготовления зубных мостов с обжимкой-пайкой
- На главную
- Документы
- Показания, клинические и лабораторные этапы изготовления зубных мостов с обжимкой-пайкой
Размер врезки (px) 344 x 292429 x 357514 x 422599 x 487
Текст Показаний, клинические и лабораторные этапы изготовления зубных мостов с обжимкой-пайкой
- Слайд 1
- Показания, клинические и лабораторные этапы изготовления зубных мостов с обжимкой-пайкой
- Slide 2
- Клинические и лабораторные этапы изготовления мостовидных протезов с опрессовкой-пайкой. Клинические этапы.Обследование пациента. Диагностика. Составление плана лечения. Подготовка опорных зубов. Снятие впечатлений. , Изготовление опорных коронок (обжимка). , Примерка опорных коронок. Снятие окклюзионного слепка. , Моделирование промежуточной (понтической) части мостовидного протеза. Формовка промежуточной (мостовидной) части мостовидного протеза. Пайка деталей мостовидных протезов. , Примерка и примерка каркаса мостовидного протеза. Выбор цвета шпона (облицовки). , Моделирование виниров (облицовки) стоматологическим воском.Замена стоматологического воска на акриловую смолу. Полировка мостовидного протеза. V. Фиксация мостовидных протезов.
- Slide 3
- Подготовка опорных зубов для обжимных искусственных коронок.
- Слайд 4
- Препарат режущего края
- Слайд 5
- Препарат вестибулярной и ротовой поверхностей
- Слайд 6
- Этапы препарирования зубов
- Слайд 7
- Слайд 8
- Окклюзионная поверхность
- Слайд 10
- Разделение
- Слайд 11
- Отметка клинической шейки чернильным карандашом.
- 12 слайдов
- Моделирование анатомической формы опорной коронки.
- Слайд 13
- Размеры моделированной коронки меньше — 0,25-0,3
- Слайд 14
- Толщина металла обжимной коронки- 0,25-0,3
- Слайд 15
- Нарезка часть дентальной модели с опорным зубом.
- Slide 16
- Slide 17
- Маркировка гипсового штампа.
- Slide 18
- Методы маркировки гипсового штампа
- Slide 19
- Изготовление копии гипсового штампа из низкотемпературного литьевого сплава
- Slide 20
- Формовка штампа из сплава с MELOT
- Slide 21
- Для большого количества коронок используются гипсовые блоки.
- Slide 22
- Калибровка стандартных корпусов с помощью устройства Samson
- Slide 23
- Предыдущая обжимка
- Slide 24
- Устройство Parker для внешней обжимки (прессования) искусственных коронок
- Slide 25
- Пресс для внешней обжимки (прессование) ) искусственных коронок
- Slide 26
- Этап примерки опорных коронок. проверка краевой адаптации стоматологическим зондом; — визуальный осмотр стоматологическим зеркалом.
- Слайд 27
- Снятие окклюзионного слепка гипсом. Наложение гипса. Фиксация центральной окклюзии. Удаление окклюзионного слепка. Оценка слепка.
- Slide 28
- . Гипсовые модели фиксируются на окклюдаторе, чем моделирование промежуточной (мостовидной) части мостовидного протеза.
- Slide 29
- Примерка каркаса мостовидного протеза.
- Slide 30
- Определение оттенка шпона (облицовки)
- Slide 31
- Окончательная установка обжимно-паянного моста.Зубной мост после фиксации.
- Slide 32
- Клинические и лабораторные этапы изготовления всех металлических литых (формованных) мостовидных протезов. Клинические этапы. Лабораторные этапы. Обследование пациента. Диагностика. Изготовление диагностических моделей. Составление плана лечения. Подготовка опорных зубов. Снятие впечатлений. 1. Изготовление делимой модели. Установка основной и дополнительной модели в артикулятор. Моделирование воскового состава литого мостовидного протеза. Формовка моста. , Примерка литого мостовидного протеза., Полировка мостовидного протеза. .. Фиксация мостовидных протезов.
- Slide 33
- Форма нарушена в меньшей видимой половине. Рис. 3-37. При замене заднего зуба (A) продублируйте размер более видимой медиальной половины соседнего зуба. Узкие (B) и широкие (C) промежуточные пространства. (Перерисовано из Blancheri RL: Rev Asoc Dent Mex 8: 103, 1950.)
- Slide 34
- Рис. 3-38. A, FPD на восемь единиц с фарфоровой облицовкой. B и C. Этот трехэлементный задний FPD был изготовлен путем посткерамической пайки металлокерамической поверхности с обычным золотом.D, Металлокерамический FPD с модифицированным гребневым переходником (клыком), кажется, выходит из десны.
- Slide 35
- Waxing armamentarium Рис. 3-39
- Slide 36
- Готовые восковые мосты. Рис. 3-40
- Слайд 37
- Рис. 3-41. Прикрепление понтика к ретейнерам.
- Slide 38
- Полные контурные восковые модели. Рис. 3-42.
- Слайд 39
- Рис. 3-42. Уменьшение процедуры для трехъядерного переднего FPD.A, Обозначение стыка фарфор-металл. B, Центральный резец уже отрезан, а промежуточный мостик поврежден. Клык все еще в анатомическом контуре. C, ленточная пила используется для разрезания соединителя.
- Слайд 40
- Рис. 3-43. Металлический каркас, готовый к истиранию и окислению частицами в воздухе.
- Слайд 41
- Рис. 3-44. Отказ десневого фарфора без опоры.
- Слайд 42
- Рис. 3-45. Армаментарий для аппликации из фарфора.
- Слайд 43
- Рис. 3-46. Аппликация из фарфора. A, основание готово к опакованию. B, Непрозрачное приложение. C, Аппликация Body из фарфора. D, кусок смоченной папиросной бумаги (стрелка) на беззубом гребне. E, фарфор после первого обжига.
- Слайд 44
- Рис. 3-47. Металлокерамический мостовидный протез заменяет боковой резец.
- Слайд 45
- Рис. 3-48. Цельнометаллические ПФД, состоящие из трех частей.
Анатомия механического пресса
Функции штамповочного пресса
Примечание редактора: STAMPING Journal® исследует возможности гидравлического пресса, различия между механическими прессами и гидравлическими прессами, а также сервоприводы и пневматические прессы в разделе «Как выбрать пресс», который будет опубликован в марте. вопрос.
Для понимания основ технологии пресса необходимо, как минимум, ответить на несколько основных вопросов:
- Что такое штамповка и для чего нужен штамповочный пресс?
- Какие материалы штампуются чаще всего?
- Что такое штамп или пресс и как он используется?
- Какие основные типы штамповочных прессов?
- Что такое механические приводы пресса и как они работают?
Прежде чем вы сможете изучить структуру пресса, вы должны сделать шаг назад и взглянуть на функции штамповочного пресса.
Штампованные компоненты изготавливаются путем формовки, вытяжки, обрезки, вырубки или прошивки металла — в форме листа или рулона — между двумя половинами (верхней и нижней) прессового инструмента, называемого штампом (см. «Штамповка 101: основы штампа, «стр. 22). Верхний элемент прикреплен к салазкам, а нижний элемент закреплен или прикреплен болтами к станине или балке. Матрица предназначена для многократного создания формы и размера компонента в количестве, соответствующем производственным требованиям. Две половинки матрицы соединяются в прессе.И сила (нагрузка), и точность требуются для достижения требований к повторяемости и допускам для окончательно штампованной и собранной детали.
Штамповки изготавливаются из самых разных материалов. Например, банки для напитков изготавливаются из алюминия; многие автомобильные детали штампуются из высокопрочных сталей; дверные ручки и замковые механизмы штампуются из латуни. Конструкционные детали, такие как гвоздевые пластины и подвесы для балок, штампуются из оцинкованной стали.
Подбор матрицы под пресс
Чтобы подобрать матрицу под пресс, необходимо выполнить два расчета.Первый — это тоннаж (сила), а второй — потребляемая энергия. Каждый пресс в мире оценивается по тоннажу (сила в тоннах), которую он может применить от нижней мертвой точки (НМТ) цикла прессования до НМТ того же цикла прессования.
Нельзя путать номинальную грузоподъемность пресса с энергией, генерируемой маховиком пресса. У каждого пресса есть табличный график энергии, поставляемой производителем пресса, и каждый из них отличается. Это потому, что энергия, генерируемая маховиком, зависит от размера маховика и передаточного числа.Это также сильно влияет на стоимость пресса.
При выборе размера штампа требуется должная осмотрительность. Многие инженеры, которые имеют большой опыт в проектировании штампов, производстве или закупке прессов, но не имеют опыта во всех областях, попадают в ловушку, рассматривая только один из двух расчетов. Этот вопрос задают слишком поздно: «Почему мы не можем запустить эту часть?»
Приводы и рамы пресса
Прессы делятся на четыре основные категории: механические (см. Изображение вверху страницы ), гидравлические, сервоприводы и пневматические.Каждая категория получила свое название от источника привода, который создает давление (силу) на матрицу, чтобы сформировать готовую штамповку. Каждую категорию можно дополнительно разделить на одну из двух различных конструкций рамы: прямую или С-образную раму. Каждый тип пресса может иметь одно- или двухпозиционные (плунжерные) соединения. Малотоннажный пресс может иметь соединение с одним или двумя цилиндрами в зависимости от того, оправдывает ли требуемая точность дополнительную стоимость соединения с двумя цилиндрами.
Прямоугольные прессы имеют две стороны и от четырех до восьми направляющих для ползуна.Это уменьшает прогиб и позволяет им лучше справляться с нецентральными нагрузками.
Рис. 1. В приводе без зубчатого колеса маховик, сцепление и тормоз расположены на эксцентрике или коленчатом валу. Как показывает практика, полная энергия пресса доступна между половиной максимальной скорости пресса и максимальной скоростью пресса.
Прессы с С-образной рамой имеют форму буквы C или G, и большинство из них управляются вручную. Из-за своей открытой формы пресс с С-образной рамой подвержен большему прогибу под действием нецентральных нагрузок, чем пресс с прямой стороной.Ползун управляется двумя V-образными или коробчатыми направляющими.
Другие типы прессов, такие как прессы для переноса, гидроформовки, горячей штамповки и фрикционные винты, созданы для специальных применений.
Механические прессы Приводные трансмиссии
Механические прессы также можно разделить на категории по типу приводной трансмиссии, которая воздействует на матрицу: маховик, с одной зубчатой передачей, с двумя зубчатыми колесами, с двойным действием, рычажный (также называемый альтернативным движением скольжения [ASM ]) и с эксцентриковой передачей.
Все они приводятся в действие электродвигателем, который приводит в движение большой маховик.В маховике накапливается кинетическая энергия, которая выделяется приводами различных типов. Для каждого цикла пресса или хода на 360 градусов энергия маховика расходуется по мере того, как деталь изготавливается в штампе. Это приводит к замедлению маховика, обычно на 10-15 процентов. Затем электродвигатель восстанавливает эту потерянную энергию обратно в маховик при ходе пресса вверх. После этого пресс готов к следующему циклу.
Если процент замедления маховика (замедление), определяемый в количестве ходов в минуту (SPM), превышает 15 процентов, у электродвигателя не будет достаточно времени для восстановления этой потерянной энергии, и пресс будет слишком сильно замедляться ,После нескольких ходов пресс заклинивает на BDC. Это происходит, когда тоннаж штампа или энергия были рассчитаны неправильно.
Для остановки и запуска пресса используется электронное управление сцеплением и тормозом, которое, в свою очередь, отключает маховик от привода пресса. Большинство сцеплений и тормозов приводятся в действие пружиной и имеют пневматический или гидравлический расцепитель. Время остановки сцепления и тормоза имеет решающее значение для определения как скорости, на которой может работать пресс, так и безопасности оператора и штампа.
Пресс механический с маховиком. Прессы с маховиками (см. , рис. 1 ) используются для прошивки, вырубки, гибки и очень мелкой вытяжки с прогрессивными штампами. Нормальная сила пресса составляет от 30 до 600 тонн. Они работают на высоких скоростях — от 125 до 250 оборотов в минуту на нижнем уровне до скоростей, превышающих 1000 оборотов в минуту на верхнем. Длина хода пресса всегда должна быть как можно короче, так как это влияет на скорость пресса. Средний ход — 2 дюйма. Если на более низких скоростях требуется больше энергии, к приводу можно добавить вспомогательный маховик.Однако энергия никогда не достигнет уровня механического пресса.
Пресс с приводом от маховика обычно рассчитан на полную мощность 0,062 дюйма от НМТ цикла прессования до НМТ того же цикла прессования. Маховик, сцепление и тормоз расположены на эксцентрике или коленчатом валу. Как показывает практика, полная энергия пресса доступна между половиной максимальной скорости пресса и максимальной скоростью пресса. Однако лучше всего проконсультироваться у производителя печатной машины для подтверждения.
Вам необходимо тщательно проверить расчеты штампов, если материал толще, чем номинальная прочность пресса.Вы должны знать, что делать с сильным проскальзыванием (обратными нагрузками) и вибрацией пресса при использовании сверхвысоких скоростей.
Прессы с маховиком спроектированы с динамической балансировкой веса верхней матрицы и ползуна пресса с использованием противодействующей силы. Без этой противодействующей силы пресс ходил бы по полу с большой скоростью.
Рис. 2. Это самый популярный привод пресса, используемый контрактными штамповщиками в автомобильной промышленности.Он может работать с непрерывной скоростью до 28 SPM, хотя типичный диапазон скорости пресса составляет от 40 до 80 SPM.
Механический пресс с одним редуктором. Это самый популярный привод пресса, используемый контрактными штамповщиками в автомобильной промышленности (см. Рисунок 2 ). Грузоподъемность от 200 до 1600, при двухточечном соединении с горкой. Передаточное число позволяет маховику работать быстро, сохраняя энергию, в то время как скорость пресса намного ниже, чем у маховикового станка. Прессы с одним редуктором обычно рассчитаны на полную мощность от 0.250 и 0,500 дюйма от BDC до BDC. Правильный выбор для вашего приложения зависит от потребности кристалла в энергии. Этот рейтинг повлияет на цену печатной машины и размер диска.
Пресс с одной зубчатой передачей используется для прогрессивной штамповки штампами с мелкой вытяжкой или форм с прошивкой и вырубкой. Этот тип трансмиссии привода пресса может работать с постоянной скоростью до 28 оборотов в минуту. Типичный диапазон скорости пресса составляет от 40 до 80 оборотов в минуту с 12-дюймовым. инсульт. Помните эмпирическое правило относительно энергии — полная энергия пресса доступна между половиной максимальной скорости пресса и максимальной скоростью пресса.
Всегда ищите пресс с двухсторонним приводом, который имеет встречные косозубые шестерни с эксцентриковым валом. Это повысит точность, уменьшит прогиб и увеличит срок службы.
Привод с одной зубчатой передачей может быть оснащен альтернативным двигателем скольжения (ASM) или рычажным приводом.
Двухступенчатый механический пресс. Этот пресс используется, когда требуется непрерывная производственная скорость ниже 28 SPM (см. Рисунок 3 ). Он подходит для тяжелых условий эксплуатации, особенно для штамповки высокопрочных сталей.Передаточное число ведущей шестерни позволяет маховику сохранять скорость, в то время как пресс работает медленнее, чем маховик и пресс с одной зубчатой передачей. В зависимости от размера маховика этот тип привода может генерировать очень большую энергию. Усилие пресса от 200 до 1600 с двухточечным присоединением к суппорту.
Привод пресса с двойной зубчатой передачей подходит для работы передаточного штампа. Переводы обычно выполняются со скоростью от 15 до 30 SPM. Прессы с этим приводом обычно рассчитаны на 0,500 дюйма от НМТ до НМТ. Некоторые прессы имеют специальный привод с номиналом 1 дюйм.из BDC в BDC; он используется для волочения, формовки, вырубки и прошивки с переносными и прогрессивными штампами.
Привод может быть оснащен альтернативным движением скольжения или рычажным приводом.
Link Drive, или альтернативное движение скольжения. Эта опция позволяет снизить скорость скольжения во время рабочей части цикла прессования. Это также может позволить увеличить производство до 25 процентов (см. Рисунок 4 ).
Механический пресс с эксцентриковым редуктором Этот тип пресса и привода используется там, где требуется очень длинный ход — обычно более 24 дюймов.(см. Рисунок 5 ). К этой конструкции привода применимы все характеристики пресса с двумя редукторами; однако точность не так хороша, как у пресса с эксцентриковым валом, из-за зазора с расположением зубчатой передачи и дополнительного зазора, необходимого при регулировке направляющей ползуна.
Затвор двойного действия. Этот пресс имеет два слайда — один слайд внутри другого (см. Рисунок 6, ). Каждый суппорт имеет два соединения с эксцентриковым валом. Ход каждого отличается и рассчитан по времени, поэтому внешний слайд является держателем заготовки, а внутренний слайд завершает операцию рисования.
Рис. 3. Этот привод используется, когда требуется непрерывная производственная скорость ниже 28 об / мин. Он подходит для тяжелых условий эксплуатации, особенно для штамповки высокопрочных сталей.
Ползунковый пресс двойного действия используется для глубокой вытяжки, например, для изготовления банок для напитков. Кроме того, это первый пресс в автомобильной прессовой линии для вытягивания наружных панелей обшивки автомобилей.
Гидравлический пресс
Гидравлические прессы за эти годы значительно продвинулись вперед благодаря новым технологиям и усовершенствованиям в электронике и клапанах.Они особенно подходят для глубокой вытяжки, потому что они могут применять полный тоннаж по всей длине хода.
Кроме того, вы можете запрограммировать скорость перемещения ползуна, когда он закрывает матрицу.
Вы можете запрограммировать обратный ход для быстрого возврата, и вы можете отрегулировать ход на любое необходимое расстояние, таким образом достигая максимального SPM, доступного для данной конструкции насоса.
Гидравлический пресс приводится в движение гидравлическим насосом к гидроцилиндру или цилиндрам, которые приводят в движение суппорт.Давление может быть задано заранее, и как только оно будет достигнуто, клапан может активировать реверс давления, поэтому перегрузки не произойдет. При такой конструкции пресса и его применениях матрица имеет тенденцию направлять пресс, поэтому направляющие системы не должны быть такими же точными, как в случае механического пресса с прогрессивной матрицей. Скорость производства гидравлических прессов обычно ниже, чем на механических.
Цельнометаллические коронки и мостовидные протезы
![]() Д-р Джордж Гидраи
Д-р Джордж Гидраи
Как следует из названия, эти реставрации полностью состоят из цельного куска сплава .
Металлы, используемые в коронках и мостах, включают сплавы золота, другие благородные сплавы (например, палладий) или сплавы неблагородных металлов (например, никель, хром или титан). В качестве временных коронок используются коронки из нержавеющей стали или алюминия.
По сравнению с другими типами коронок, металлические коронки требуют удаления меньшей структуры зуба, а износ зубов противоположных зубов сводится к минимуму. Металлические коронки и металлические мосты хорошо выдерживают укусы и жевание, редко трескаются или ломаются и, вероятно, служат дольше всего с точки зрения износа.

заводная головка из недрагоценных металлов

цельнометаллический мост

полная золотая корона

заводная головка из нержавеющей стали
Основным недостатком цельнометаллических реставраций является их невысокая эстетика , при этом основным недостатком является металлический цвет.
Показания
-
Металлические коронки и мостовидные протезы — хороший выбор для незаметных задних зубов (моляров, иногда премоляров).
-
Для предотвращения отслоения акриловых или композитных виниров на менее заметных молярах, цельнометаллическая коронка может быть лучшим выбором, чем металлоакриловая.
-
Хотя фарфор, сплавленный с металлом, кажется лучшим решением, цельные реставрации из золота или титана все еще широко используются на боковых зубах.
1. Золотые коронки и мостовидные протезы
Gold — это превосходный стоматологический сплав, используемый для различных типов непрямых реставраций: фарфор, сплавленный с золотыми коронками и мостовидными протезами, полностью золотые коронки и мосты, абатменты для зубных имплантатов, частичные съемные протезы или вкладки.
Золотой сплав состоит из множества различных типов элементов: благородных металлов : золота, платины, палладия, серебра и недрагоценных металлов : меди, олова и других.Правильный золотой сплав должен содержать не менее 60% благородных металлов.

полная золотая корона
Преимущества золотых сплавов
-
Золотой сплав не вызывает коррозии . Некоторые металлические сплавы под воздействием слюны могут со временем подвергнуться явлению, называемому коррозия . Это может привести к появлению неприглядного серого цвета в верхней части коронки зуба.
-
Золотой сплав обладает превосходной прочностью и устойчивостью . Основное преимущество заключается в том, что сплавы золота можно изготавливать с очень малой толщиной и при этом сохранять прочность и сопротивление. Преимущество состоит в том, что необходимо удалять меньше структуры зуба.
-
Сплавы золота легче сплавов недрагоценных металлов (за исключением титана).
-
Сплавы золота
очень хорошо переносятся организмом и не вызывают аллергических реакций.
Помимо сплавов золота, доступны и другие типы сплавов благородных металлов. Например, палладиевый сплав содержит палладий, золото, серебро и другие неблагородные металлы.
2. Цельнотитановые коронки и мостовидные протезы
Использование титановых сплавов в медицине и стоматологии за последние годы резко возросло.
Многие физические и механические свойства титана делают его желательным в качестве материала для зубных имплантатов и протезов.Прочность и жесткость титана сопоставимы с прочностью и жесткостью других благородных или высокоблагородных сплавов, используемых в стоматологии.

полный титан Невозможно визуально отличить титановую реставрацию от реставрации из недрагоценных металлов мостовидный протез.
В стоматологии титан используется для многих целей: зубных имплантатов (основное назначение), основного материала для керамических реставраций, цельнометаллических реставраций и др.
Хотя стоимость титановых реставраций высока, обычно она не достигает стоимости реставраций из золота.
3. Реставрации из недрагоценных сплавов
Полные реставрации из недрагоценных металлов являются менее дорогими реконструкциями. Они обладают хорошей прочностью и износостойкостью, хотя и уступают золотым или титановым сплавам.
Могут использоваться различные металлы: никель, хром, железо и др. Для временных коронок в основном используются нержавеющая сталь или алюминий.
Они являются хорошим выбором для незаметных коренных зубов, когда пациенты не могут позволить себе более дорогие протезы.
Последний обзор и обновление: май 2019 г.
Временная коронка >> << Стоматологический акрил ,