что такое флюс зуба, симптомы. Сеть ортодонтических клиник iOrtho
Во множестве случаев знакомство с коварным флюсом происходит еще в детстве. Опухание щеки, заботливо повязанный платочек, мамин глубокий вздох и неодобрительное мотание головой всегда сулили одно – без сомнений, это флюс на десне. В качестве единственной панацеи предлагалось приложить холодное сало, кусочек льда в салфетке или дегтевый компресс.
Узнали себя или своих родных? Тогда эта статья для вас. Профессиональные стоматологи помогут разобраться, какие меры были недейственными или вообще вредили, и как эффективно бороться с флюсом.
Разбираемся с особенностями флюса
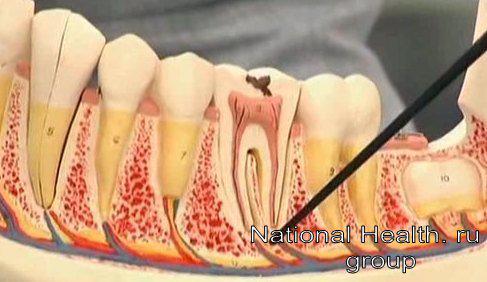
Флюс или пародонтит – это гнойное воспаление в корне зуба, которое сопровождается болью и распуханием щеки в месте поражения. В прикорневой зоне начинает собираться гной, образуя небольшую шишку. Впоследствии появляется сильная боль, ведь гнойное скопление увеличивается и натягивает ткань.
Иногда содержимое шишки вырывается наружу, и при этом боль немного стихает. Кому-то может показаться, что на этом мучения закончены, и болезнь повержена. Но до выздоровления еще далеко, поскольку заболевание перетекает в хроническую форму.
Чтобы грамотно бороться с недугом, нужно знать своего врага «в лицо». Флюс возникает не сразу, а развивается постепенно:
- в области воспаления появляются неприятные ощущения, в основном во время пережевывания пищи;
- пораженная зона начинает ныть, боль усиливается;
- если не предпринять меры лечения, появится шишка, в которой будет накапливаться гной;
- в запущенной форме часть лица отекает, на десне появляется крупная плотная шишка, может подняться высокая температура, боль распространяется на другие части лица.
И тут, казалось бы, нужно срочно бежать к врачу, ведь половина лица превратилась в картину художника-абстракциониста. Но, когда дело касается лечения, некоторые обращаются не в клинику, а к разного рода народным целителям. После дорогостоящего часового сеанса, на котором в качестве терапии предлагается катание яйца по голове, боль и недомогание никуда не деваются. Если запустить флюс, симптомы которого перечислены выше, это может привести к тяжелым последствиям – от потери зуба к переходу воспаления на ткани лица и шеи.
Если запустить флюс, симптомы которого перечислены выше, это может привести к тяжелым последствиям – от потери зуба к переходу воспаления на ткани лица и шеи.
Какие опасности может скрывать флюс у ребенка?
Кариес на молочных зубах воспринимается родителями как норма. Расчет идет на то, что скоро их сменят постоянные зубы, и пора готовить деньги для зубной феи. Однако проблема заключается в развитии инфекции, которая впоследствии может положить начало развитию флюса.
Как распознать заболевание:
- появляется заметная припухлость на лице;
- десна в месте поражения краснеет, это сопровождается болезненными ощущениями;
- поднимается температура тела.
Иммунная система ребенка слабее, чем у взрослого, поэтому проявления болезни могут быть не такими сильными. Но при этом заболевание прогрессирует и требует немедленного вмешательства со стороны стоматолога.
Если начать лечение на ранних этапах, через несколько дней ребенок и не вспомнит о происшествии. Главное, не сформировать у него инстинкт возникновения холодного липкого страха при виде зубоврачебного кресла. Своевременное обращение и грамотный стоматологический осмотр помогут создать здоровое отношение к лечению зубов.
В случае, если у вас нет возможности срочно обратиться к стоматологу, можно воспользоваться некоторыми домашними методами, чтобы предотвратить развитие воспаления. Главное, чтобы такие манипуляции не принесли вреда. Важно понимать, что полноценное лечение болезни на гнойной стадии возможно только хирургическим методом, но никак не травами из бабушкиного сада.
Возможные домашние меры – полоскание антисептиками:
- хлоргексидин;
- содо-солевой раствор
- настой шалфея;
- настой календулы.
На этом все домашние методы начинаются и заканчиваются. Далее стоматологический осмотр и эффективные меры лечения.
Профессиональное лечение
Процесс борьбы с флюсом в стоматологии во многом зависит от стадии и течения болезни. Для начала при помощи нестероидных препаратов останавливают воспаление. Первый шаг – использование антибиотиков, которые врач подбирает индивидуально для каждого случая. Важно понимать, что для одного лекарство – для другого яд.
Для начала при помощи нестероидных препаратов останавливают воспаление. Первый шаг – использование антибиотиков, которые врач подбирает индивидуально для каждого случая. Важно понимать, что для одного лекарство – для другого яд.
Гнойные проявления флюса устраняются только хирургическим путем. Проводится дезинфекция свища, а затем все его содержимое выпускается наружу. Если гнойные выделения вышли не полностью, устанавливается резиновый дренаж – трубка для вывода жидкости.
Эти действия помогают избавиться от воспаления и уменьшить область отека. Далее только профилактические меры и тщательный уход за полостью рта. Прислушивайтесь к своему организму и не забывайте чистить зубы перед сном!
Сеть клиник iOrtho оказывает качественные услуги по исправлению прикуса элайнерами Invisalign, запишитесь на консультацию уже сейчас!
Зубы флюс. Лечение — Personadent Санкт-Петербург
Прекрасная улыбка – самая желанная эмоция, привлекающая всеобщее внимание. Во внешности каждого она имеет особое значение. Гармоничное соотношение геометрии, пропорций, очертаний и оттенка зубов – основополагающий фактор безукоризненного эстетического образа.
В свете растущей платежеспособности населения существенно возрастает потребность в качественном терапевтическом, хирургическом и ортопедическом зубоврачевании. На сегодня представляют большой интерес разработки не только в сфере норм эстетичности, но и свежие результаты в физико-химической сфере. Композитные, керамические материалы, адгезивные элементы последних поколений вместе с глубоким пониманием проблем челюстно-лицевой части и технико-квалификационной подготовленностью врачей – это тот симбиоз, который обуславливает великолепный эффект стоматологической деятельности ЦЭС «Персона».
Главными критериями здорового зуба являются физические характеристики тканей, цветовая гамма эмали, светлость и опалесценция. В случае некоторых заболеваний, в особенности, когда зубы имеют флюс, лечение в стоматологическом центре «Персона» позволит сберечь их здоровье и эстетику.
В Центре эстетической стоматологии «Персона» флюс лечат консервативным и хирургическим способами. На выбор разновидности терапии влияет тяжесть протекания воспалительного процесса. При остром развитии периостита надкостницу и зубы обезображивает флюс, лечение которого в данном случае невозможно без оперативного вмешательства – врач-стоматолог клиники «Персона» производит разрезание ткани, дезинфицирует очаг инфекции и формирует дренаж для оттока гноя. В случае, когда периостит развивается из-за больного зуба, его, как правило, удаляют. При хроническом протекании эффективно медикаментозное лечение параллельно с эндодонтическим вмешательством.
Первостепенным фактором успешной деятельности центра является профессиональный штат сотрудников с серьезными навыками практической стоматологии. Сотрудники «Персоны» – высококвалифицированные ортодонты, терапевты, хирурги, анестезиологи – постоянно совершенствуют свой образовательный уровень и профессиональное мастерство.
5284 : Паяльный флюс
5284 : Паяльный флюсThe store will not work correctly in the case when cookies are disabled.
JavaScript seems to be disabled in your browser. For the best experience on our site, be sure to turn on Javascript in your browser.
Ripoflux. Пастообразный флюс для пайки твердым серебряным и медно-фосфорным припоем при температуре от 600°C до 850°C . При плавлении даёт высокое сцепление с поверхностями изделий из меди и её сплавов. Обеспечивает высококачественную пайку.Smartflux. Флюс для пайки мягким припоем (Virax 528346) при температуре от 210°C до 400°C. Используется для подготовки к пайке труб горячего и холодного водоснабжения: меняет цвет при повышении температуры пайки, не текучий, легко наносится щёткой. Рекомендуется к использованию с электрическими паяльниками Cobraz.
| Емкость | Наименование | Вес кг | |
|---|---|---|---|
| 528400 |
125 мл |
Ripoflux |
0,240 |
| 528420 | 250 г |
Флюс Smarflux: паяльная паста для подготовки медных труб к пайке |
0,280 |
Контроль над механизмами образования пустот при пайке оплавлением
Технологии и Процесс
Если основные требования предъявляются к электрической проводимости, с большим количеством пустот можно мириться, но каково бы ни было количество пустот, оно значительно снижает проводимость тепловую.
Пустоты в паяных соединениях возникают из-за пузырьков газа, которые остаются в объеме припоя на этапе затвердевания припоя. Хотя существует возможность того, что воздух может быть захвачен в область соединения в процессе оплавления паяльной пасты, обычно считается, что газы, образующие пузырьки, в основном выделяются из вещества флюсов при улетучивании растворителей, как побочные продукты реакций активаторов с оксидами металлов и при разложении смол и прочих компонентов. Будут ли эти газы выходить из паяного соединения или останутся в них в виде пустот, зависит от множества факторов, включая площадь и геометрию паяного соединения.
Поскольку несмоченные области основания образуют места прикрепления пузырьков, паяемость оснований и активность флюса — еще одни факторы, влияющие на образование пустот в паяном соединении. Летучие вещества, выделяющиеся в течение того времени, когда плавятся и сливаются шарики порошка припоя, являются основным источником пузырьков, так что основное влияние на образование пустот может оказывать термопрофиль оплавления.
В этой статье авторы описывают факторы, влияющие на образование пустот в паяных соединениях с малой и большой площадью, которые моделируют, соответственно, соединения 1-го и 2-го уровня в светодиодных модулях, и рассматривают методики снижения данного явления на каждом уровне. Также авторы сообщают результаты исследований влияния на образование пустот состава флюса и оптимизации термопрофиля для обеспечения того, чтобы бóльшая часть летучих соединений вышла из соединения на ранней стадии процесса плавления.
Авторы: Кейт Суитман (Keith Sweatman), Такатоши Нишимура (Takatoshi Nishimura),
Кеничиро Сугимото (Kenichiro Sugimoto), Акира Кита (Akira Kita)
Nihon Superior Co.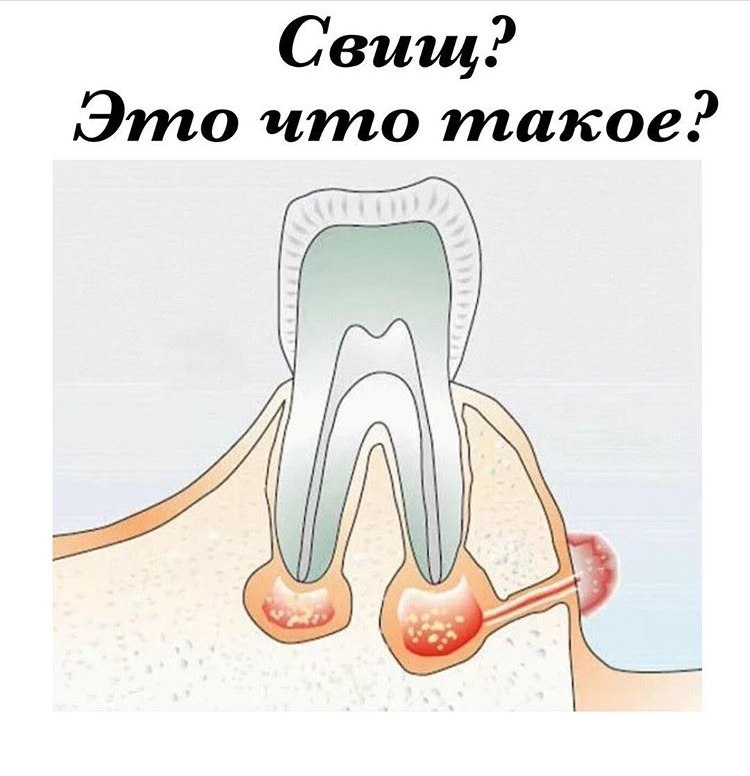 , Ltd., Осака, Япония
, Ltd., Осака, Япония
Оригинал опубликован в материалах Ассоциации SMTA.
Существует два основных типа пустот, которые могут сформироваться в паяном соединении: усадочные пусты и газовые пустоты. В современный видах припоя усадочные пустоты являются следствием уменьшения объема, припоя при переходе из жидкой фазы в твердую. Если припой ведет себя как эвтектический и его отверждение происходит изотермически в одну стадию с развитием твердой фазы изнутри галтели наружу, все уменьшение объема приходится на внешнюю поверхность. Единственным последствием является то, что окончательная галтель немного меньше, чем изначально сформировавшаяся в жидком состоянии, но эта галтель не содержит внутренних пустот.
Ситуация усложняется, если припойный сплав ведет себя не как эвтектический, и его отверждение происходит на некотором интервале температур с более чем одной стадией отверждения. Примером припоя, проявляющего такое неэвтектическое поведение, служит припой Sn-3,0%Ag-0,5%Cu, широко известный как «SAC305». Отверждение начинается при температуре около 219°C, при этом происходит рост дендритов основного олова (Sn), которые продолжают расти по мере того, как припой остывает до 217°C, когда оставшаяся жидкость с увеличенным содержанием серебра (Ag) и меди (Cu) затвердевает как эвтектическая. Объемы расплавленного припоя могут оказаться изолированными внутри дендритной сети основного олова, так что когда они отверждаются, уменьшение объема вынуждено образовать пустоту.
Пустоты, образованные таким образом, имеют неправильную форму, отражающую форму границы раздела фаз при отверждении, которая их сформировала, и, поскольку они занимают зазоры между дендритами, большое отношение длины к ширине. Если эти усадочные пустоты пересекают поверхность, они могут выглядеть как усадочные раковины, подобные трещинам, или как усадочные отверстия.
Рис. 1 — Усадочная пустота в сплаве SAC305, 1 — Усадочная пустота в сплаве SAC305,пересекающая поверхность галтели паяного соединения, образуя усадочную раковину |
| Рис. 2 — Типичная пустота, возникшая из-за захвата пузырька газа в припое |
Рис. 3 — Пустота, в которой газовый пузырек прикрепился к несмоченной области площадки |
Газовые пустоты являются результатом захвата пузырька газа в припое. Форма и размер таких пустот определяется равновесием между давлением газа и поверхностным натяжением расплавленного припоя, поэтому они обычно имеют почти точную сферическую форму и в целом гладкую внутреннюю поверхность. Исключения из этого правила возникают, когда пузырек прикреплен к одной из соединяемых поверхностей, которая не была смочена припоем, и когда равновесный диаметр больше зазора соединения.
Источники газа, образующего пустоты, могут быть различными, включая улетучивание влаги, захваченной дефектами медной металлизации платы, и разложение органических веществ, осажденных в процессе гальванической металлизации. В данной статье рассматривается только один тип пустот — пустоты, возникающие в паяных соединениях, полученных методом оплавления, и являющиеся результатом захвата летучих соединений, выделяемых из флюса паяльной пасты: либо непосредственно из его компонентов, либо как продукты реакций при флюсовании между активаторами и оксидами поверхности.
Пузырьки газа в расплавленном припое представляют собой термодинамически нестабильную систему. Пузырьки образуют дополнительные поверхности в припое, что означает, что свободная энергия системы выше, чем она была бы, если бы газ вышел. Эта дополнительная свободная энергия побуждает к росту крупных пузырьков, которые обладают меньшим отношением площади к объему, за счет пузырьков малого размера. Однако если это происходит только путем диффузии газа через жидкость, этот процесс очень медленный. Более быстрый рост может происходить путем слипания, если пузырьки находятся в движении из-за действия других сил,. При таком соприкосновении меньший пузырек будет захвачен бóльшим, при этом уменьшив абсолютную величину площади раздела газа и жидкости. В паяльных пастах при их оплавлении происходит достаточное движение для того, чтобы это произошло, так что пустоты в паяных соединениях обычно образуются в виде крупных пузырьков в относительно малом количестве.
Более быстрый рост может происходить путем слипания, если пузырьки находятся в движении из-за действия других сил,. При таком соприкосновении меньший пузырек будет захвачен бóльшим, при этом уменьшив абсолютную величину площади раздела газа и жидкости. В паяльных пастах при их оплавлении происходит достаточное движение для того, чтобы это произошло, так что пустоты в паяных соединениях обычно образуются в виде крупных пузырьков в относительно малом количестве.
Как только плавление завершено и расплавленный припой приходит в неподвижное состояние, единственной силой, способной переместить пузырек на хоть сколько-нибудь значительное расстояние за время, пока припой расплавлен (время пребывания выше ликвидуса), становится гравитация. Эта действующая на пузырек выталкивающая сила равна весу вытесненного припоя (сила Архимеда). То, что гравитация является фактором в удалении пустот, было подтверждено наблюдением того, что пустоты склонны сохранять взвешенное состояние в паяных соединениях, выполненных в условиях невесомости на Международной космической станции [1].
Выталкивающая сила работает только в одном направлении — вверх, и если геометрия соединения подразумевает отсутствие пути выхода в данном направлении, пузырек останется захваченным в паяном соединении. Именно по этой причине образование пузырьков обычно наибольшее в соединениях с большим отношением длины к ширине, как например в соединениях между большими кремниевыми кристаллами и подложками.
| Рис. 4 — Газовые пузырьки, взвешенные в паяном соединении, которое выполнено в условиях невесомости [1] |
Другим фактором, который может помешать выталкиванию пузырьков из паяного соединения выталкивающей силой, является блокирование пути выхода уже успевшим застыть припоем. Вероятность того, что газовые пузырьки будут захвачены отвержденным припоем, возрастает, если они образуются ближе к концу цикла оплавления, и если увеличено время нахождения выше ликвидуса. Если путь выхода не заблокирован из-за геометрии соединения, газ, выделяемый в начале периода, в течение которого припой расплавлен, выйдет до того, как соединение начнет отверждаться.
Если путь выхода не заблокирован из-за геометрии соединения, газ, выделяемый в начале периода, в течение которого припой расплавлен, выйдет до того, как соединение начнет отверждаться.
МЕТОДИКИ СНИЖЕНИЯ ОБРАЗОВАНИЯ ПУСТОТ
Для конкретного пузырька, при допущении, что масса содержащегося в нем газа неизменна, размер пузырька при данной температуре зависит от поверхностного натяжения припоя и атмосферного давления. Это описывается математически уравнением Юнга-Лапласа, которое можно выразить в следующей форме:
где r — радиус пузырька, γ — поверхностное натяжение поверхности раздела между пузырьком и припоем, Pb — давление в пузырьке, Pa — атмосферное давление.
Поверхностное натяжение противодействует давлению, тем самым ограничивая размер, который может быть достигнут пузырьком при данном атмосферном давлении. Таким образом, очевидно, что если поверхностное натяжение можно снизить, то избыточное давление, которому возможно противодействие, снижается, и при данной массе содержащихся в пузырьке летучих соединений пузырек может быть увеличен в размерах.
В условиях реального производства образование пустот зависит от множества факторов: от состава паяльной пасты до ее хранения и обращения с ней и до условий, при которых происходит ее окончательное оплавление (см. рис. 5).
| Рис. 5 — Факторы, влияющие на образование пустот при выполнении процессов пайки |
| Print / Dispense | Печать / дозирование |
| Temp / Humidity | Температура / влажность |
| Volume | Объем |
| Storage condition | Условия хранения |
| Reflow | Оплавление |
| Peak Temp | Пиковая температура |
| TAL | Время пребывания выше ликвидуса |
| BLT | Время пребывания ниже ликвидуса |
| Ramp Rate | Время нарастания температуры |
| Soak Temp | Температура выдержки |
| Soak Time | Время выдержки |
| Atmospheric Pressure | Атмосферное давление |
| Atmosphere | Атмосфера |
| Void | Пустоты |
| Storage Condition | Условия хранения |
| Surface Finish | Финишное покрытие |
| Mounting Alignment | Совмещение при монтаже |
| Oxidation Level | Уровень окисления |
| Substrates / Components | Подложка / компоненты |
| Soldering area | Область пайки |
| Surface Roughness | Шероховатость поверхности |
| Surface Tension of molten solder | Поверхностное натяжение расплавленного припоя |
| Flux Activity | Активность флюса |
| Solder Paste | Паяльная паста |
| Powder Size / Oxidation Level | Размер частиц порошка / уровень окисления |
| Melting Temp Range | Диапазон температур плавления |
| Storage Condition | Условия хранения |
| Flux Vaporization Behavior | Поведение флюса по парообразованию |
Ключевыми элементами снижения образования пустот являются выбор материала и управление процессом. Эти вопросы выходят за пределы паяльной пасты как таковой и распространяются на поверхности оснований (подложек) и компонентов, которые являются основаниями паяного соединения.
Эти вопросы выходят за пределы паяльной пасты как таковой и распространяются на поверхности оснований (подложек) и компонентов, которые являются основаниями паяного соединения.
| Рис. 6 — Стратегии снижения образования пустот при пайке |
| Void Reduction Strategy | Стратегия снижения образования пустот |
| Reduce Volatiles Release in Reflow Stage of Profile | Уменьшить выделение летучих соединений на стадии плавления профиля |
| Facilitate Escape of Volatiles | Способствовать выходу летучих соединений |
| Use Solvent that Volatilizes During Preheat | Использовать растворитель, улетучивающийся на этапе предварительного нагрева |
| Reduce Surface Tension of Solder | Снизить поверхностное натяжение припоя |
| Shorter TAL Lower Peak | Сократить время пребывания выше ликвидуса и снизить пиковую температуру |
| Longer TAL Higher Peak | Увеличить время пребывания выше ликвидуса и повысить пиковую температуру |
| Vacuum reflow | Вакуумное оплавление |
| Depending on Solder Paste Formulation | Определяется составом паяльной пасты |
| Improvement in Soldering Conditions | Улучшения условий пайки |
Отправным моментом в минимизации количества пустот в стратегиях снижения их образования является то, что пустоты образуются из пузырьков газа, создаваемого в процессе оплавления и захватываемого внутри припоя. Этот газ либо выделяется непосредственно из компонентов флюса, либо образуется как продукт реакций при флюсовании между активаторами и оксидами поверхности.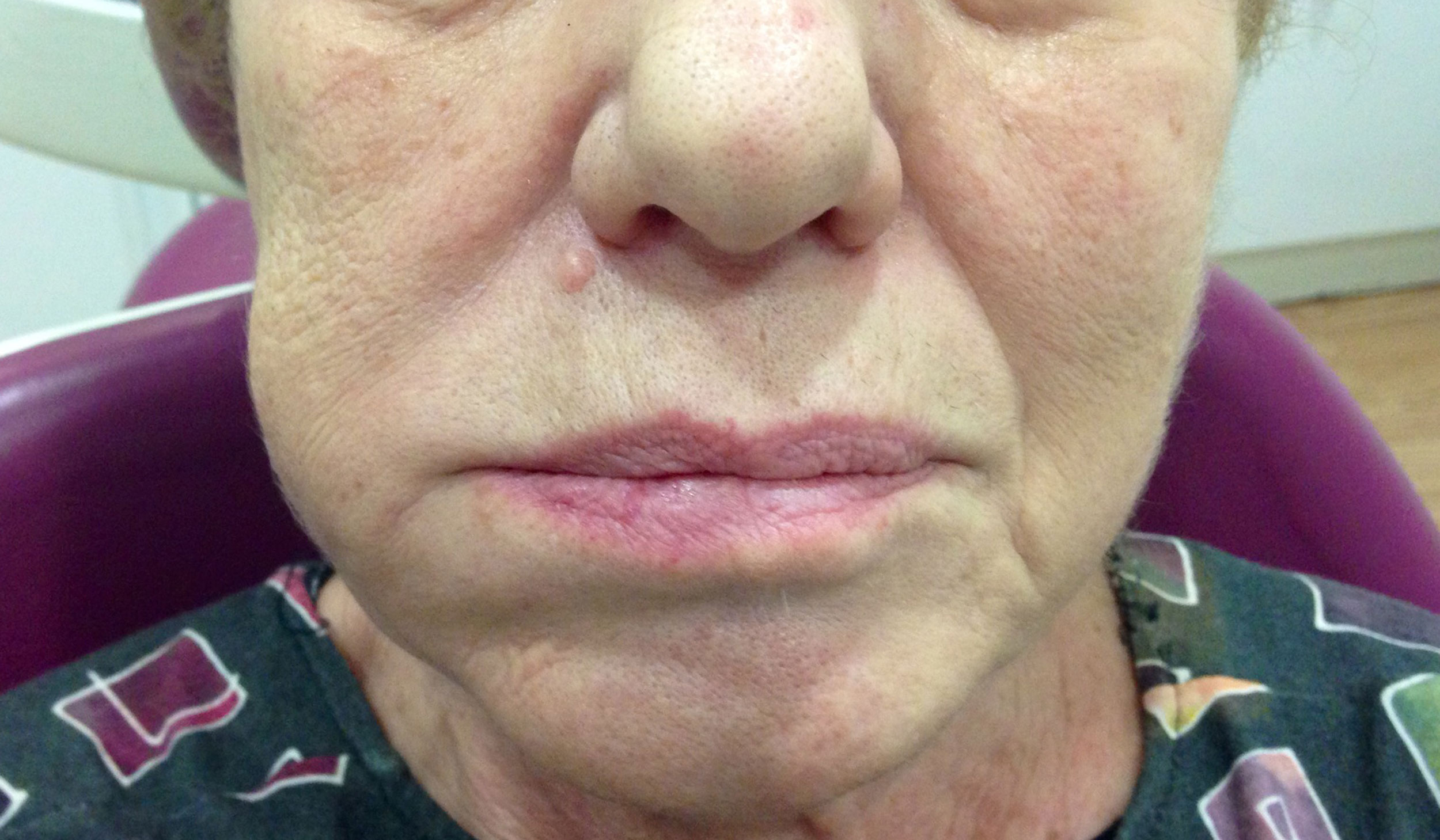 На размер, который может быть достигнут пузырьком, и на то, насколько легко пузырек может пробиться через поверхность припоя и выйти из него, влияет поверхностное натяжение припоя. Таким образом, имеется два подхода к минимизации количества пустот:
На размер, который может быть достигнут пузырьком, и на то, насколько легко пузырек может пробиться через поверхность припоя и выйти из него, влияет поверхностное натяжение припоя. Таким образом, имеется два подхода к минимизации количества пустот:
- Уменьшение количества летучих соединений, выделяемых на стадии плавления термопрофиля.
- Способствование выходу образовавшихся летучих соединений.
Вклад состава паяльной пасты
Образование летучих соединений можно отследить с помощью термогравиметрического анализа. Например, на рис. 7 показана зависимость потери веса двух видов флюсов паяльных паст — флюса A и флюса B — от температуры при скорости нагрева 50°C/мин. в воздушной атмосфере.
| Рис. 7 — Термогравиметрический анализ флюсов паяльных паст двух типов |
| Weight Loss (%) | Потеря веса, % |
| 20.00 | 20,00 |
| 0.00 | 0,00 |
| -20.00 | -20,00 |
| -40.00 | -40,00 |
| -60.00 | -60,00 |
| -80.00 | -80,00 |
| -100.00 | -100,00 |
| 50.0 | 50,0 |
| 100.0 | 100,0 |
| 150.0 | 150,0 |
| 200.0 | 200,0 |
| 250.0 | 250,0 |
| 300.0 | 300,0 |
| 350.0 | 350,0 |
| 380.0 | 380,0 |
| Temperature, °C | Температура, °C |
| Onset of solvent evaporation | Начало испарения растворителя |
| Preheat | Предварительный нагрев |
| Reflow | Плавление |
| Weight Loss in Preheat | Потеря веса при предварительном нагреве |
| Weight Loss in Reflow | Потеря веса при плавлении |
| Flux A | Флюс A |
| Flux B | Флюс B |
| Temperature Ramp 50°C/minute | Нарастание температуры 50°C/мин. |
Результаты, приведенные в табл. 1, показывают, что потеря веса флюса B на стадии оплавления профиля более чем вдвое превосходит потерю веса флюса A. Можно было бы ожидать, что если в тот период времени, когда припой расплавлен, образуется меньше газа, должно быть меньше возможностей для захвата пузырьков.
| Флюс | Общая потеря веса в цикле пайки оплавлением, % | Потеря веса при предварительном нагреве, % | Потеря веса при плавлении, % |
| Контрольный | 16,26 | 62 | 38 |
| С малым образованием пустот | 17,5 | 85 | 15 |
Таблица 1 — Потери веса флюса в процесса оплавления
Меньшее поверхностное натяжение расплавленного припоя означает, что пузырьки будут больше, что приводит к большей вероятности пересечения поверхности расплавленного припоя, так что захваченный газ может покинуть объем припоя. В процессах пайки для заданного припоя поверхностное натяжение в большой степени зависит от эффективности флюса, что, в первую очередь, определяется его составом.
Если целью является минимизация поверхностного натяжения, то необходимо наличие методики его измерения. В приводимых в данной статье экспериментах по оптимизации флюса поверхностное натяжение измерялось с помощью методики, основанной на использовании баланса смачивания [7]. В данной методике выполняется определение размера мениска, образующегося у несмачиваемой поверхности стеклянного стержня, как разницы между направленной вверх силой, регистрируемой измерителем смачивания, и силой, которая должна была бы действовать только при выталкивании стержня (выталкивающей силой). Зная диаметр стеклянного стержня, из этой разницы сил можно вычислить поверхностное натяжение.
Рис. 8 — Принцип методики измерения поверхностного натяжения [6] 8 — Принцип методики измерения поверхностного натяжения [6] |
| Force, f | сила f |
| Start | начало |
| Depth, h | глубина h |
Сила f, регистрируемая измерителем смачивания, является суммой силы поверхностного натяжения и выталкивающей силы, действующих на несмачиваемый стержень по мере его погружения в припой:
где D — диаметр стержня, γ — поверхностное натяжение, θ — краевой угол, ρ — плотность припоя, h — глубина погружения стержня, A — площадь поперечного сечения стержня. Когда краевой угол на несмачиваемой поверхности достигает π радиан, увеличение регистрируемой силы при дальнейшем погружении стержня происходит только из-за выталкивающей силы. Экстраполируя выталкивающую силу в меньшую сторону (к нулевой глубине погружения), можно получить значение πDγ, из которого можно вычислить поверхностное натяжение.
На рис. 9 схематично изображена экспериментальная установка. 4-миллиметровый стеклянный стержень, закрепленный на головке измерителя смачивания [8], погружается со скоростью 0,5 мм/с до глубины 20 мм в расплавленный припой Sn-0,7Cu-0,05Ni+Ge [9] в ванне припоя, нагретой до 240°C. Эталонное поверхностное натяжение было измерено в воздухе и без какого-либо флюса.
| Рис. 9 — Схематичное изображение установки для измерения поверхностного натяжения припоя (a) и типовые результаты эксперимента по измерению поверхностного натяжения (b) |
| Force Measured by Wetting Balance | Сила, измеренная измерителем смачивания |
| Volume of Solder Displaced by Surface Tension | Объем припоя, вытесненного из-за поверхностного натяжения |
| Movement Direction | Направление перемещения |
| Glass Rod | Стеклянный стержень |
| Flux | Флюс |
| Solder | Припой |
| Force (mN) | Сила, мН |
| Time (s) | Время, с |
Когда это испытание использовалось для определения влияния вещества флюса, на конец стеклянного стержня наносилось одинаковое количество флюса путем вдавливания стержня в отпечаток флюса диаметром 6,5 мм и толщиной 0,2 мм, который наносился печатью на керамическую пластину. После подъема стержня на нем оставался слой флюса толщиной 0,2 мм.
После подъема стержня на нем оставался слой флюса толщиной 0,2 мм.
Результаты, приведенные на рис. 10, показывают, что при изменении состава было получено существенное снижение поверхностного натяжения. Ожидалось, что это будет способствовать снижению образования пустот описанным выше путем.
| Рис. 10 — Результаты измерений поверхностного натяжения |
| Surface Tension (N/m) | Поверхностное натяжение, Н/м |
| 0.700 | 0,700 |
| 0.650 | 0,650 |
| 0.600 | 0,600 |
| 0.550 | 0,550 |
| 0.500 | 0,500 |
| No Flux | Без флюса |
| Reference Flux | Контрольный флюс |
| Low Voiding Flux | Флюс с малым образованием пустот |
Был выполнен ряд контрольных испытаний с флюсом с малым образованием пустот с применением двух типов компонентов. Для моделирования силового полупроводникового компонента на обычную печатную плату с нанесенным цельным отпечатком паяльной пасты высотой 120 мкм монтировалась квадратная медная пластина со стороной 19 мм (см. рис. 11). Вторым использовавшимся компонентом был корпус CSP132 с шариковыми выводами из припоя SAC305 с размером 300 мкм и шагом 0,5 мм, который монтировался на паяльную пасту высотой 120 мкм (см. рис. 12).
| Рис. 11 — Моделирование мощного полупроводникового компонента |
| Cu plate | Медная пластина |
| Substrate | Основание |
Рис. 12 — Испытательный компонент CSP132 12 — Испытательный компонент CSP132 |
В паяльной пасте был сплав Sn-0,7Cu-0,05Ni+Ge, который обладает дополнительным преимуществом, заключающимся в эвтектическом поведении при затвердевании, что также может способствовать минимизации образования пустот [11]. В профиле оплавления время пребывания выше ликвидуса 227°C составляло 90 секунд (см. рис. 13).
| Рис. 13 — Профиль оплавления для оценки состава флюса |
| 0.0 | 0,0 |
| 50.0 | 50,0 |
| 100.0 | 100,0 |
| 200.0 | 200,0 |
| 250.0 | 250,0 |
| 300.0 | 300,0 |
| 350.0 | 350,0 |
Результаты мер для снижения образования пустот, описанных выше, показаны на рис. 14. В обоих случаях были достигнуты цели <10% и <5% пустот. Кроме того, превосходные характеристики паяльной пасты с составов для снижения образования пустот подтвердились и для чип-компонентов. Небольшой положительный эффект при оплавлении в азотной атмосфере, возможно, может быть отнесен к защитному действию, которое он оказывает на припой, снижая степень окисления, с которым приходится справляться флюсу, в результате чего у флюса остается больше запаса активности для снижения поверхностного натяжения.
| Рис. 14 — Влияние флюса на образование пустот в паяном соединении |
| Large Thermal Pads | Большие теплоотводящие площадки |
| BGA Balls | Шариковые выводы BGA |
| Reference | Контрольный флюс |
| Low Voiding | Флюс с малым образованием пустот |
Air: 6. 0% Voids 0% Voids |
Воздух: пустоты 6,0% |
| Air: 4.2% Voids | Воздух: пустоты 4,2% |
| Air: 5.7% Voids | Воздух: пустоты 5,7% |
| Air: 4.9% Voids | Воздух: пустоты 4,9% |
| N2: 5.7% Voids | Азот: пустоты 5,7% |
| N2: 2.8% Voids | Азот: пустоты 2,8% |
| N2: 5.1% Voids | Азот: пустоты 5,1% |
| N2: 3.8% Voids | Азот: пустоты 3,8% |
Снижение образования пустот с помощью условий оплавления
Первый шаг в снижении образования пустот заключается в удалении из состава флюса паяльной пасты компонентов, которые не начали бы улетучиваться или разлагаться с образованием газа на поздних стадях профиля оплавления. Это можно сделать путем применения растворителей, которые в большой степени испаряются в процессе предварительного нагрева или в самом начале этапа профиля, на котором происходит плавление. Другие компоненты флюса, смолы, активаторы и регуляторы тиксотропности, а также стабилизаторы должны обладать стабильностью и выделять минимальное количество летучих соединений, в особенности на последней стадии профиля, на которой припой находится в расплавленном состоянии (время пребывания выше ликвидуса).
Однако, поскольку невозможно полностью исключить возможность выделения газа на поздних стадиях плавления, особенно в пустотах, прикрепленных к несмоченным областям, которые могут содержать в себе флюс, необходимо принять меры для облегчения выхода пузырьков до того, как начнется отверждение. Чтобы определить, какой подход мог бы оказаться эффективным для минимизации образования пустот, необходимо рассмотреть способы, которыми пузырьки могут выйти из соединения, и факторы, которые могут помешать их выходу.
Рис.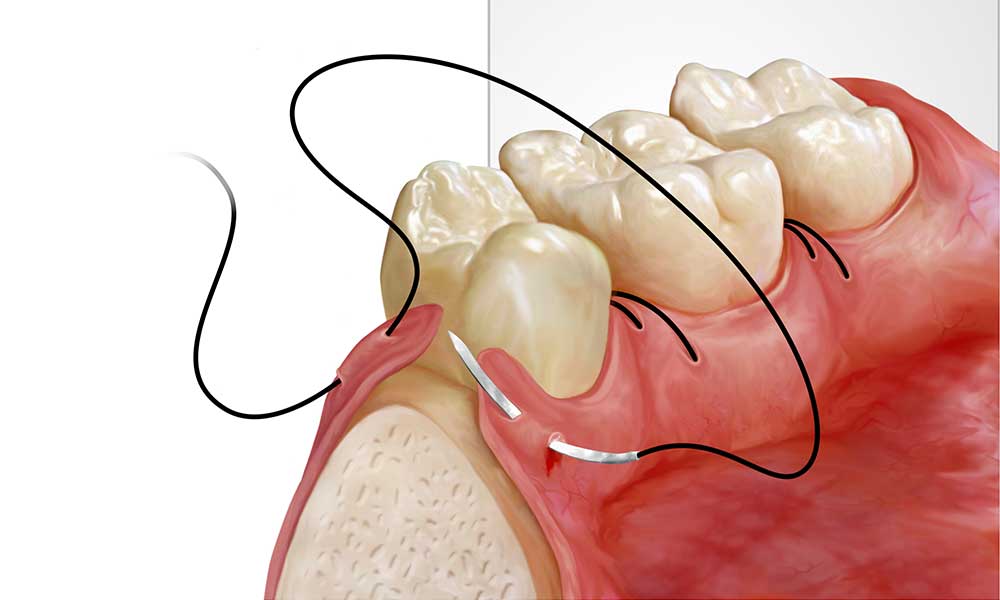 15 — Типовые рентгеновское и оптическое изображения пустот 15 — Типовые рентгеновское и оптическое изображения пустот |
| X-ray Image | Рентгеновское изображение |
| Optical Image | Оптическое изображение |
| Non-wetted areas | Несмоченные области |
В основе методов снижения вероятности образования пустот в паяных соединениях — рассмотренные ранее вопросы, относящиеся к способам их формирования. Для снижения образования пустот состав паяльной пасты должен:
- обладать пониженным выделением улетучивающихся веществ на стадии оплавления (в течение периода, когда припой расплавлен)
- содержать растворители, которые улетучиваются на стадии предварительного нагрева профиля оплавления
- снижать поверхностное натяжение припоя
Однако удастся ли реализовать все преимущества состава паяльной пасты для снижения количества пустот в очень большой степени зависит от характеристик профиля оплавления, в особенности, от временных параметров и длительности стадии плавления, обычно называемой временем пребывания выше ликвидуса.
Выполнение эксперимента
Для оценки влияния профиля оплавления на образование пустот в соединениях на больших площадках выполнялся монтаж квадратного компонента QFN размером 10 мм с оловянным покрытием на обычную печатную плату с паяльной пастой, нанесенной толщиной 130 мкм. Применялось два типа профилей оплавления: один с коротким временем пребывания выше ликвидуса и низкой пиковой температурой, а другой — с длительным временем пребывания выше ликвидуса и высокой пиковой температурой (рис. 16).
| Рис. 16 — Профили оплавления и компоненты для оценки образования пустот в соединениях на больших теплоотводящих площадках |
| Temperature © | Температура, °C |
| Time (Minute) | Время, мин. |
| High Profile | Высокий профиль |
| Peak Temp: 258C | Пиковая температура: 258°C |
| TAL: 130s | Время пребывания выше ликвидуса: 130 с |
| Low Profile | Низкий профиль |
| Peak Temp: 230C | Пиковая температура: 230°C |
| TAL: 58s | Время пребывания выше ликвидуса: 58 с |
| As Printed | После печати пасты |
| As Placed QFN | После установки компонента QFN |
| After Reflow (X-ray) | После оплавления (рентгеновское изображение) |
| Рис. 17 — Влияние профиля оплавления на образование пустот в соединениях на больших теплоотводящих площадках при применении припоя Sn-0,7Cu-0,05Ni+Ge с флюсом A (слева) и флюса B (справа) |
| Results: Sn-0.7Cu-0.05Ni+Ge Flux A | Результаты для Sn-0,7Cu-0,05Ni+Ge с флюсом A |
| Results: Sn-0.7Cu-0.05Ni+Ge Flux B | Результаты для Sn-0,7Cu-0,05Ni+Ge с флюсом B |
| Void Ratio (%) | Коэффициент пустотности, % |
| High Profile | Высокий профиль |
| Low Profile | Низкий профиль |
| Non-wetting area | Несмоченная область |
| Max | Макс. |
| Average | Среднее |
| Min | Мин. |
| Stdev | Ср.-кв. откл. |
Результаты для сплава Sn-0.7Cu-0.05Ni+Ge с флюсом A показывают, что более длительное время пребывания выше ликвидуса и более высокая пиковая температура приводят к снижению образования пустот. Предполагается, что высокое образование пустот при низком профиле связано с более слабым смачиванием, из-за чего образуется множество несмоченных областей, к которым могут прикрепляться пузырьки, а также с меньшим временем, в течение которого захваченные пузырьки могут выйти из расплавленного припоя, пока его температура выше ликвидуса. Наименьшая средняя пустотность была получена при комбинации низкого профиля и флюса B, который был составлен таким образом, чтобы летучие соединения по максимуму выделялись в процессе предварительного нагрева или на ранней стадии плавления, и чтобы обеспечивалась высокая активность для хорошего смачивания с минимальным образованием несмоченных областей, к которым могут прикрепляться пузырьки. Предполагается, что большее образование пустот при комбинации флюса B и высокого профиля связано с бóльшим образованием несмоченных областей из-за истощения активности флюса за более длительное время пребывания выше ликвидуса. Поскольку флюс B составлен таким образом, чтобы летучие соединения по максимуму выделялись в процессе предварительного нагрева, растворителя для сохранения подвижности и активности флюса было меньше в течение длительного времени пребывания выше ликвидуса, когда возможно повторное окисление соединяемых оснований.
Предполагается, что высокое образование пустот при низком профиле связано с более слабым смачиванием, из-за чего образуется множество несмоченных областей, к которым могут прикрепляться пузырьки, а также с меньшим временем, в течение которого захваченные пузырьки могут выйти из расплавленного припоя, пока его температура выше ликвидуса. Наименьшая средняя пустотность была получена при комбинации низкого профиля и флюса B, который был составлен таким образом, чтобы летучие соединения по максимуму выделялись в процессе предварительного нагрева или на ранней стадии плавления, и чтобы обеспечивалась высокая активность для хорошего смачивания с минимальным образованием несмоченных областей, к которым могут прикрепляться пузырьки. Предполагается, что большее образование пустот при комбинации флюса B и высокого профиля связано с бóльшим образованием несмоченных областей из-за истощения активности флюса за более длительное время пребывания выше ликвидуса. Поскольку флюс B составлен таким образом, чтобы летучие соединения по максимуму выделялись в процессе предварительного нагрева, растворителя для сохранения подвижности и активности флюса было меньше в течение длительного времени пребывания выше ликвидуса, когда возможно повторное окисление соединяемых оснований.
Безусловно, важное значение имеет хорошее смачивание оснований, чтобы отсутствовали несмоченные области или области с неполным смачиванием, которые могут представлять собой точки для прикрепления пузырьков, как показано на рис. 3. В случае паяных соединений малого размера, например компонентов BGA и столбиковых выводов, поверхностное натяжение расплавленного припоя настолько велико, что выталкивающей силы недостаточно для отрыва пустот от несмоченных областей.
На рис. 18 приведен пример ситуации, которая может случиться в паяном соединении малого размера, в котором пузырек, прикрепленный к несмоченной области, состоит из остатка флюса. При увеличенном времени пребывания выше ликвидуса остатком флюса будут продолжать выделяться летучие соединения, в результате чего, пока припой расплавлен, пустота будет расти.
| Рис. 18 — Типичный пример несмоченной области и остатка флюса, захваченного в виде пустоты в паяном соединении малого размера |
| Non-wetting spot | Несмоченное пятно |
Для оценки образования пустот в соединениях малого размера на подслое столбиковых выводов Ti/Ni/Cu были подготовлены припойные столбиковые выводы размером 100 мкм из пасты с порошком SAC405 типа 5 и флюсом типа ROL0. Сборка подвергалась пайке оплавлением с профилями, время пребывания выше ликвидуса которых изменялось в диапазоне от 50 до 210 секунд (см. рис. 19).
| Рис. 19 — Влияние типа профиля оплавления на степень образования пустот в соединениях малого размера |
| Temperature © | Температура, °C |
| Time (Minute) | Время, мин. |
| X-ray Image | Рентгеновское изображение |
| Void | Пустота |
| A: RtP (Linear) Peak Temp: 235C TAL: 72s Soak Time: 63s |
A: нарастание до пика (линейное) Пиковая температура: 235°C Время пребывания выше ликвидуса: 72 с Время выдержки: 63 с |
| B: Soak + Short TAL Peak Temp: 240C TAL: 50s Soak Time: 140s |
B: выдержка + короткое время пребывания выше ликвидуса Пиковая температура: 240°C Время пребывания выше ликвидуса: 50 с Время выдержки: 140 с |
| C: RtP (Linear) + Long TAL Peak Temp: 235C TAL: 210s Soak Time: 50s |
C: нарастание до пика (линейное) + длительное время пребывания выше ликвидуса Пиковая температура: 235°C Время пребывания выше ликвидуса: 210 с Время выдержки: 50 с |
| Void Ratio (%) | Коэффициент пустотности, % |
| RtP (Linear) | Нарастание до пика (линейное) |
| Soak +Short TAL | Выдержка + короткое время пребывания выше ликвидуса |
| RtP (Linear) + Long TAL | Нарастание до пика (линейное) + длительное время пребывания выше ликвидуса |
Результаты показывают, что занятую пустотами область можно уменьшить, сократив время нахождения выше ликвидуса, поскольку это сводит к минимуму испарение летучих соединений флюса в течение стадии плавления профиля. Результаты при использовании профилей типа «нарастание до пика» и «нарастание до пика + короткое время пребывания выше ликвидуса» указывают на то, что предварительный нагрев оказывается эффективным для снижения образования пустот, поскольку он позволяет выйти избыточным летучим соединениям до начала плавления. Таким образом, как и ожидалось, для паяных соединений малого размера более короткое время пребывания выше ликвидуса и пониженная пиковая температура оплавления могут внести реальный вклад в минимизацию вероятности наличия газа, образуемого при разложении компонентов флюса в пустотах, захваченных на несмоченных областях.
Результаты при использовании профилей типа «нарастание до пика» и «нарастание до пика + короткое время пребывания выше ликвидуса» указывают на то, что предварительный нагрев оказывается эффективным для снижения образования пустот, поскольку он позволяет выйти избыточным летучим соединениям до начала плавления. Таким образом, как и ожидалось, для паяных соединений малого размера более короткое время пребывания выше ликвидуса и пониженная пиковая температура оплавления могут внести реальный вклад в минимизацию вероятности наличия газа, образуемого при разложении компонентов флюса в пустотах, захваченных на несмоченных областях.
Снижение образования пустот с помощью вакуумного оплавления
Единственная внешняя сила, которая может действовать на пузырек — эта сила гравитация, действующая посредством выталкивания. Величина выталкивающей силы растет с увеличением размера пузырька, поэтому все, что увеличивает размер пузырька, будет повышать вероятность его выхода.
Если не считать снижение поверхностного натяжения, единственный способ увеличения размера пузырька — это снижение атмосферного давления. Поскольку произведение давления и объема остается неизменным (закон Бойля), если атмосферное давление снижается, объем газа при постоянной температуре увеличится. Как объяснялось ранее, в случае пузырька газа в жидкости равновесие усложняется наличием поверхностного натяжения на границе газа (пузырька). При отсутствии поверхностного натяжения снижение давления вокруг расплавленного припоя с нормального атмосферного давления 101 кПа до 10 кПа привело бы к увеличению диаметра пузырька примерно в два раза. Если давление уменьшилось бы до 1 кПа, диаметр пузырька увеличился бы в 4 раза. При наличии ограничивающего действия на размер пузырька со стороны поверхностного натяжения при данном снижении давления из-за того, что размер пузырька увеличивается, уменьшение атмосферного давления приведет к даже большему увеличению размера пузырька.
Существует два эффекта, связанных с увеличением размера пузырька, от которых можно ожидать повышения вероятности выхода содержимого пузырька. Простые геометрические соображения указывают на то, что пузырек большего размера с большей вероятностью встретится и сольется с другим пузырьком. А чем больше пузырек, тем вероятнее, что он коснется внешней поверхности припоя и покинет его. Поскольку выталкивающая сила связана с объемом вытесненного припоя, эта сила растет пропорционально кубу диаметра пузырька, таким образом создается быстро растущая сила, способствующая удалению пузырька. Увеличение размера пузырька вдвое приводит к восьмикратному увеличению объема и, как следствие, выталкивающей силы. Увеличение диаметра вчетверо увеличивает выталкивающую силу в 64 раза.
Простые геометрические соображения указывают на то, что пузырек большего размера с большей вероятностью встретится и сольется с другим пузырьком. А чем больше пузырек, тем вероятнее, что он коснется внешней поверхности припоя и покинет его. Поскольку выталкивающая сила связана с объемом вытесненного припоя, эта сила растет пропорционально кубу диаметра пузырька, таким образом создается быстро растущая сила, способствующая удалению пузырька. Увеличение размера пузырька вдвое приводит к восьмикратному увеличению объема и, как следствие, выталкивающей силы. Увеличение диаметра вчетверо увеличивает выталкивающую силу в 64 раза.
Сейчас на рынке доступно оборудование вакуумной пайки оплавлением, способное уменьшать давление, действующее на расплавленный припой, до 1 — 10 кПа. С целью оценки был использован испытательный образец, показанный на рис. 16, который подвергался ряду дополнительных контрольных испытаний с применением чип-резисторов и конденсаторов 1608 и 2125.
| Рис. 20 — Влияние флюса на образование пустот в паяном соединении с большой площадью (a) и в соединениях компонента CSP (b) |
| Large Thermal Pads | Большие теплоотводящие площадки |
| BGA Balls | Шариковые выводы BGA |
| Reference | Контрольный флюс |
| Low Voiding | Флюс с малым образованием пустот |
| Air: 6.0% Voids | Воздух: пустоты 6,0% |
| Air: 4.2% Voids | Воздух: пустоты 4,2% |
| Air: 5.7% Voids | Воздух: пустоты 5,7% |
| Air: 4.9% Voids | Воздух: пустоты 4,9% |
| Vacuum: 2.0% | Vacuum: 2,0% |
Vacuum: 1. 0% 0% |
Vacuum: 1,0% |
| Vacuum: 5.1% | Vacuum: 5,1% |
| Vacuum: 3.1% | Vacuum: 3,1% |
| Компонент | Образование пустот | |||
| Контрольный флюс | Флюс с малым образованием пустот | |||
| Кол-во | % | Кол-во | % | |
| CR1608 | 9/200 | 4,0 | 0/200 | 0,0 |
| CC1608 | 2/200 | 1,0 | 0/200 | 0,0 |
| CR2125 | 30/270 | 11,1 | 0/270 | 0,0 |
| CC2125 | 3/270 | 1,1 | 0/270 | 0,0 |
Таблица 2 — Влияние флюса на образование пустот в соединениях чип-компонентов при вакуумной пайке
Результаты, приведенные в табл. 2, показывают, что применение вакуума в течение времени пребывания выше ликвидуса может значительно снизить уровень образования пустот, особенно в соединениях на теплоотводящих площадках с большой площадью, и свести к минимуму образование пустот как для больших, так и для малых паяных соединений. Вероятно, что большинство пустот, остающихся после вакуумного оплавления — это пустоты, прикрепленные к несмоченным областям.
Выводы
Хотя полностью устранить пустоты невозможно, их образование может быть сведено к минимуму с помощью системного подхода, основанного на выявлении факторов, задействованных в образовании пустот и его снижении. В приводимом в данной статье исследовании было показано положительное влияние следующих факторов с достижением целевых уровней образования пустот: • Изменение состава для минимизации выделения летучих соединений в течение той части профиля оплавления, когда припой расплавлен • Оптимизация состава для снижения поверхностного натяжения припоя • Максимизация возможности выхода пустот из расплавленного припоя за счет увеличения времени нахождения выше ликвидуса • Применение вакуума, когда припой расплавлен Попутно было подтверждено положительное влияние азотной атмосферы.
Благодарности
Авторы хотели бы выразить благодарность г-ну Митсухиро Кавахара (Mitsuhiro Kawahara), отвечавшему за разработку состава паяльной пасты с малым образованием пустот, за его работу и за проведение экспериментов, представленных в данной статье.
Список источников
- http://ntrs.nasa.gov/archive/nasa/casi.ntrs.nasa.gov/20060013420_2006014337.pdf
- IPC-A-610 «Acceptability of Electronic Assemblies», IPC-Association Connecting Electronic Industries, Bannockburn, IL 60015, USA: Article 5.2.2
- IPC-A-610, «Acceptability of Electronic Assemblies», IPC-Association Connecting Electronic Industries, Bannockburn, IL 60015, USA: Article 8.2.12.4
- JIS C 61191-6 «Printed board assemblies-Part 6. Evaluation of criteria for voids in soldered joints of BGA and LGA and measurement methods. Japanese Standards Association, 4-1-24 Akasaka Minato-ku, Tokyo, Japan
- D. Herron, Y. Liu, and N-C Lee, «Voiding Control at QFN Assembly» Proceedings of the Pan Pacific Microelectronics Symposium, 2011.
- Fraunhofer Institute for Reliability and Microintegration, Investigation Report FB413/IF2005.405/2005-365, «Determination of the Properties of Liquid Solders during Wave and Selective Soldering».
- M. Miyazaki, M. Mizutani, T, Takemoto, and A. Matsunawa., «Conditions for the Measurement of Surface Tension of Solders with a Wetting Balance Tester», Trans. JWRI, Vol. 26 (1977), No.1, pp 81-84.
- Rhesca Solder Checker SAT-500.
- «Nihon Superior lead-free solder alloy Sn0.7Cu0.05Ni+Ge. US Patent No. 6180055.
- Eightech Tectron Co. Ltd Vacuum Reflow Oven Model RSV12M-612-WD.
- T. Ventura, C.M. Gourlay, K. Nogita, T. Nishimura, M. Rappaz, A.K. Dahle, «The influence of 0-0.1 wt.% Ni on the microstructure and fluidity length of Sn-0.7wt%Cu-xNi», Journal of Electronic Materials, 37, 1 (2008) 32-39.
Возврат к списку статей
Удаление зубов | Zub64
Раздел медицины, который связан с оперативным вмешательством на мягких и твердых тканях в полости рта называют хирургической стоматологией. Существует достаточно большое количество видов оперативных вмешательств, а также способов их проведения в полости рта. Оперативным путем осуществляется лечение флюса, удаление зуба. Один из самых главных принципов современной хирургии в стоматологии — это максимальное сохранение родных зубов. Это становится возможным, благодаря тому, что практически каждая клиника, на сегодняшний день, располагает целым набором операций, позволяющим не удалять зуб, благодаря грамотному сочетанию хирургических и терапевтических способов лечения.
Существует достаточно большое количество видов оперативных вмешательств, а также способов их проведения в полости рта. Оперативным путем осуществляется лечение флюса, удаление зуба. Один из самых главных принципов современной хирургии в стоматологии — это максимальное сохранение родных зубов. Это становится возможным, благодаря тому, что практически каждая клиника, на сегодняшний день, располагает целым набором операций, позволяющим не удалять зуб, благодаря грамотному сочетанию хирургических и терапевтических способов лечения.
Хирургическая стоматология
К зубосохранящим операциям хирургическая стоматология относит такие процедуры как резекцию верхушки корня зуба, удаление различных новообразований в мягких и костных тканях полости рта например флюса, а также гемисекцию. Вопрос о проведении подобного рода операций встает, когда при осмотре обнаружены очаги воспаления с наличием кисты или, например гранулемы в костных и мягких тканях. Основная причина их возникновения — это различные виды кариеса в тяжелой форме. Это приводит к тому, что организм начинает защищаться и выстраивается плотная капсула из соединительной ткани, которая изолирует воспаленный участок от здоровой кости. Появляется гранулема, после чего образуется киста зуба, представляющая из себя полое образование, заполненное жидкостью, содержащей токсины. Так как киста развивается достаточно долго, а болевые ощущения отсутствуют, кость челюсти постепенно разрушается незаметно для человека. Из чего следует, что своевременно диагностированная проблема и оперативное начало лечения поможет предотвратить удаление зуба.
Удаление зуба
Стоит подробнее рассмотреть зубосохраняющие процедуры. Удаление части зуба с корнем называют гемисекцией. Гемисекция позволяет использовать половину зуба, которая остается после проведения процедуры, как опору для протезирования. В частных случаях, может проводиться также коронорадикулярная сепарация. Ее применяют когда очаг воспаления находится между корнями зуба, таким образом удаляя флюс. Во время операции зуб распиливают по середине и получившиеся половины, в свою очередь покрывают коронками. После чего воспаление исчезает. Цистотомия — это операция по удалению кисты полностью или же ее части. Довольно часто подобную операцию проводят вместе с резекцией верхушки корня зуба. Оперативная стоматология также имеет такой вид вмешательства как резекция верхушки корня. Суть резекции верхушки корня в заключается в удалении пораженной инфекцией части корня. В особо тяжелых случаях может проводиться резекция целого корня.
Во время операции зуб распиливают по середине и получившиеся половины, в свою очередь покрывают коронками. После чего воспаление исчезает. Цистотомия — это операция по удалению кисты полностью или же ее части. Довольно часто подобную операцию проводят вместе с резекцией верхушки корня зуба. Оперативная стоматология также имеет такой вид вмешательства как резекция верхушки корня. Суть резекции верхушки корня в заключается в удалении пораженной инфекцией части корня. В особо тяжелых случаях может проводиться резекция целого корня.
Лечение флюса
Не смотря на повсеместное развитие стоматологии, часто бывает, что единственным способом избавления от очага инфекции становится полное удаление зуба. Лечение флюса на ранней стадии можно проводить специальными противовоспалительными антибиотиками, которые назначаются совместно с обезболивающими. Этот вариант лечения флюса подходит лишь при отсутствии гнойника.Гнойный флюс лечат только хирургическим вмешательством. Гнойник удаляют, а воспалённую часть обрабатывают антисептическими препаратами. Флюс должен лечится в стоматологическом кабинете, обязательно с обезболивающим.
Благодаря сегодняшнему уровню технического и медицинского прогресса хирургическая стоматология уже не пугает пациентов, наша стоматология занимается зубным протезированием, снимает воспаление пульпы зуба, так же мы исправляем ортодонтию. Все операции проходят под общей или же местной анастезией, с максимальным, для пациента, комфортом.
Паяльные материалы FELDER: 30 лет в Германии и начало отсчета в России — Компоненты и технологии
История успеха этой западногерманской компании чем-то схожа с легендой американских гениев компьютерного мира, начинавших свой путь к славе
с конструирования прототипа персонального компьютера в неприметном гараже. Тридцать лет назад Вильгельм Пристер (Wilhelm
Priester) и Уве Фельдер (Uwe Felder) основали производство припоев и флюсов для систем питьевого водоснабжения, кондиционирования, отопления и автодела. В качестве
В качестве
подсобного помещения они использовали
списанный железнодорожный вагон в депо городка Дуйсбург (Duisburg), что расположен
неподалеку от Дюссельдорфа в северо-западной области Германии. Затем понадобился еще
вагон, и еще (рис. 1). Поскольку фамилия
Felder в Германии встречается столь же часто,
как, например, Сидоров в России, название
фирмы было дополнено словом Loettechnik
(паяльная технология), а первое слово записано заглавными буквами: FELDER GmbH
Loettechnik.
Рис. 1. Основателю фирмы не чужд физический труд
Дела шли в гору, и уже в 1981 году для размещения оборудования фирма сняла у Немецких железных дорог помещение бывшего
склада площадью 250 кв. м, а ранее приобретенные вагоны стала использовать для складирования продукции. Дальнейшее расширение бизнеса обусловило переезд компании
в соседний немецкий городок Оберхаузен
(Oberhausen), где она расположена и по настоящее время (рис. 2). Оперативное руководство FELDER GmbH Loettechnik в техническом и организационном плане осуществляет
ныне ее третий директор, г-н Франк Шроер
(Frank Schroeer).
Рис. 2. Германия: порядок и чистота повсеместно
Прежде чем заявить о себе как компетентном производителе низкотемпературных
припоев для электроники и электротехники,
компания FELDER на протяжении двух десятилетий завоевала прочные позиции в области сварочных материалов и высокотемпературных паяльных припоев (полный ассортимент отражен на сайте www.felder.de).
Материалы FELDER для монтажа систем питьевого водоснабжения, кондиционирования и отопления используются в Германии
и поставляются на экспорт: в этом качестве
имя FELDER давно уже известно и в нашей
стране. Поставка низкотемпературных припоев для электроники и электротехники
в Россию стартовала в 2009 году и осуществляется через иные каналы дистрибуции,
чем тугоплавких материалов для пайки
и сварки. Для отечественных потребителей
и с помощью российских дистрибьюторов
трубчатые паяльные припои FELDER призваны заполнить рыночное пространство,
освободившееся в связи с досадным банкротством в 2008 году французской компании RadielFondam, продукция которой в течение десятилетия имела высокий спрос
в нашей стране, но финансовый менеджмент французской компании не устоял перед глобальным кризисом.
Надо сказать, что наиболее основательно
компания FELDER GmbH Loettechnik попрежнему представлена «лишь» на рынке Германии. Перечень потребителей ее продукции
включает такие известные имена в промышленном секторе, как AEG, Bosch, Daimler Benz,
Deutsche Bahn, Deutsche Telekom, ERSA, Flextronics,
Infineon, OSRAM, Panasonic, Philips,
Porsche, Shell, Siemens, Thyssen Krupp, Volkswagen.
В списке фигурируют ведущие научно-исследовательские центры Forschungszentrum
Juelich и Fraunhofer, университеты в Мюнхене, Штутгарте и Дюссельдорфе, а также
множество немецких фирм средней величины.
Российских рынок насыщен предложениями высококачественных импортных паяльных припоев от разных производителей, поэтому конкурентные преимущества дистрибуции припоев FELDER придется активно
утверждать. К таковым по нашему мнению
относятся:
- Мощный складской ресурс (широкий ассортимент и емкий склад в России).
- Стабильное качество, не уступающее сильнейшим западным конкурентам.
- Привлекательные цены и сроки поставки
(как правило, со склада в России). - Поставка новых запатентованных припоев и заказных партий из Германии.
- Доступность во всех регионах оптом и в розницу через торговых партнеров.
Разумеется, в коммерческом аспекте имеет
место конкуренция и с китайскими припоями
(особенно в розничной торговле), однако для
ответственных промышленных применений
рассматривать цену припоя в отрыве от содержания бессмысленно. Использование китайских припоев с неконтролируемым содержанием примесей в сплаве и неспецифицированным флюсовым сердечником таит
риски, которые в случае несвоевременного
выявления брака паяных соединений обернутся расходами, заведомо превышающими
сомнительную экономию на этапе закупки
припоя.
Вся продукция под маркой FELDER производится в Германии собственными силами
фирмы, что является залогом стабильности
качества. Технологические процессы соответствуют DIN EN ISO 9001:2000 и регулярно
Технологические процессы соответствуют DIN EN ISO 9001:2000 и регулярно
проходят независимую экспертизу с привлечением авторитетных институтов Германии.
Компания располагает современной лабораторной базой для тщательного мониторинга параметров конечной продукции и входного контроля используемых материалов.
Лаборатория (рис. 3) оснащена эмиссионным
спектрометром и спектрофотометром, а персонал имеет высокую квалификацию.
Рис. 3. Лабораторное подтверждение качества
Для немецкого рынка компания FELDER
производит не только трубчатые припои
и слитки (рис. 4), но и жидкие флюсы для машинной пайки (рис. 5), паяльные пасты SMT
и вязкие флюсы (рис. 6). Однако для мощного продвижения этих материалов на российский рынок дистрибьюторская структура,
ориентированная на ручной паяльный инструмент, не обладает преимуществами по сравнению с компаниями, обслуживающими в нашей стране крупносерийные производства
электроники. Поэтому мы сочли разумным
воздержаться от складской поставки таких видов расходных материалов в России, сконцентрироваться на материалах для ручной пайки и именно в этом секторе претендовать на
достойную часть рынка. К слову, в качестве
маленького, но полезного атрибута радиомонтажника FELDER производит недорогой
облуживатель паяльных жал Tinner (рис. 7),
активно используемый при бессвинцовой
пайке для восстановления смачиваемости паяльных жал.
Рис. 4. Трубчатые припои ISO-Core и слитки ISO-Tin
Рис. 5. Жидкие флюсы для машинной пайки
Рис. 6. Вязкие флюсы и паяльные пасты SMT
Рис. 7. Облуживатель паяльных жал Tinner
Основу складского ассортимента FELDER
в России составляют трубчатые припои ISOCore,
состоящие из металлического сплава
(двух-, трех-, четырех- или пятикомпонентного) и флюсового сердечника, размещенного в проволоке одним, тремя или пятью каналами по желанию заказчика. Большинство немецких промышленных потребителей
считают многоканальность флюсового сердечника скорее удачным маркетинговым ходом, чем способом радикального повышения
качества пайки, и прагматически предпочитают меньшее количество флюсовых каналов за меньшую плату. Типичное количество жил флюса в паяльной проволоке (одна,
Типичное количество жил флюса в паяльной проволоке (одна,
иногда три) не должно огорчить и российского потребителя, ибо свойства флюса играют заведомо бóльшую роль, чем число каналов в проволоке. Полное отсутствие информации об используемом флюсе (что
традиционно имеет место при поставке китайских припоев на наш рынок) давно пора
признать недопустимым явлением. Понятно, что речь не идет о детальном описании
всех компонентов флюса, так как бессмысленно требовать от производителя раскрыть
формулы, составляющие ноу-хау. Вместе
с тем, указание хотя бы типа флюса в терминах международных стандартов совершенно
естественно для солидного производителя
припоев. Так, в таблице 1 флюсы FELDER
ISO-Core ранжированы по их соответствию
разным стандартам. Четырехсимвольные буквенно-цифровые аббревиатуры (ROL0 и др.)
определяют основу флюса (натуральная канифоль или иное) и уровень активности.
C трактовкой аббревиатур можно ознакомиться, воспользовавшись открытыми источниками, в том числе выдержками из немецкого промышленного стандарта DIN на сайте www.eurostar.ru. В таблице 2 приведены
избранные типы флюсов в припоях складского ассортимента FELDER в России. Для военных и некоторых гражданских применений
складской ассортимент дополнен высокочистыми припоями ISO-Tin без флюсового
сердечника.
Таблица 1. Флюсы FELDER ISO(Core
в координатах национальных стандартов
| Флюс ISO-Core | DIN EN 61190 | DIN EN 29454 | DIN 8511 |
| Kolo | ROL0 | 1.1.1.A/B | F-SW 31 |
| EL | ROL0 | 1.1.3.A/B | F-SW 32 |
| ELS | REL0 | 1.2.3.A/B | F-SW 33 |
| ELR | ORL0 | 2. 2.3.A/B 2.3.A/B |
F-SW 34 |
| – | ORL0 | 2.2.3.A | F-SW 23 |
| EL(AT/2 | ROL1 | 1.1.2.B | F-SW 26 |
| RA(05 | ROM1 | 1.1.2.B | F-SW 26 |
| RA | ROM1 | 1.1.2.A/B | F-SW 26 |
| RA-AT | ROM1 | 1.1.2.B | F-SW 26 |
| EWL | ORM1 | 2.1.2.A/B 1.1.2.B |
F-SW 25 |
Таблица 2. Основные сведения о флюсах FELDER ISO(Core как сердечника трубчатого припоя
| Обозначение | Типовые применения |
| ELR | Безгалогеновый некоррозионный флюс на органической основе, не требующий отмывки. ELR Используется обычно в традиционных припоях для пайки неокисленных компонентов и плат |
| EL | Безгалогеновый некоррозионный флюс на основе модифицированной канифоли, не требующий отмывки. Предпочтителен в качестве флюсового сердечника для бессвинцовых припоев благодаря более продолжительному сохранению эффективности на повышенных температурах |
| RA(05 | Некоррозионный слабоактивированный (содержание галогенов не более 0,5%) малоостаточный флюс> на основе модифицированной канифоли, допускающий безотмывочную технологию. Как правило, используется в качестве сердечника в припоях для производства изделий электротехники и ремонтной пайки электроники, в том числе пайки компонентов с незначительными окислениями |
| RA | Активированный (содержание галогенов не более 1,0%) флюс на основе модифицированной канифоли. Используется в качестве сердечника в припоях для пайки электротехнических изделий, в том числе на повышенных температурах, а также имеющих значительные окисления. Рекомендуется отмывка остатков флюса для гарантированного предотвращения коррозии плат в процессе эксплуатации |
Несколько замечаний о сплавах. Ключевым
фактором качества сплава является доля вредных примесей, снижающих долговременную
прочность паяного соединения. Высокочистые сплавы ISO-Tin производятся из металлов первой плавки, проходящих тщательный
контроль в лаборатории FELDER на ключевых этапах технологического цикла. Широкий ассортимент сплавов приведен на сайте,
тогда как для складских поставок выбраны наиболее популярные в России композиции для
электроники и электротехники: свинцовосодержащие Sn63Pb37, Sn60Pb40, Sn62Pb36Ag2,
Sn60Pb38Cu2 и бессвинцовые Sn96,5Ag3,5,
Sn96,5Ag3,0Cu0,5 (SAC305), Sn99,3Cu0,7.
Характеристики сплавов (температура ликвидуса/солидуса, прочность и т. д.), а также рекомендации по областям применения широко доступны. Отдельного упоминания требуют лишь новые композиции с уменьшенным
содержанием серебра, которые принято считать вторым, более современным поколением
(считая от SAC) бессвинцовых припоев. В этой
группе сплавов фирма FELDER производит по
патенту FUJI пять композиций, различающихся численными значениями некоторых параметров. Со склада в России будут доступны их
образцы, начиная с Sn99,3Cu0,7AgNiGe, который обозначается как Sn100Ni+. В чем достоинство паяльных припоев с присадкой никеля
и германия (NiGe)? Никель здесь способствует
формированию ровной, блестящей поверхности паяного соединения, препятствует росту
«оловянных усов» и повышает прочность на
растяжение. Германий снижает окисляемость
и поверхностное натяжение (тем самым улучшает смачиваемость припоя с никелевой присадкой при пайке), существенно сокращает образование шлаков и повышает прочность паяного соединения. Наконец, сравните цены:
Наконец, сравните цены:
эвтектический сплав Sn100Ni+ с температурой плавления 227 °C на четверть дешевле,
чем широко известный SAC305, и всего на
15–20% дороже, чем самый экономичный бессвинцовый сплав Sn99,3Cu0,7. Именно фактор коммерческой выгоды обусловил на мировом рынке стремительный рост спроса на
бессвинцовые припои с никель-германиевой
присадкой, в том числе Sn100Ni+ и Sn99Ag+.
О формах поставки припоя. Компания
FELDER изготавливает трубчатые припои из
выше перечисленных или иных сплавов с необходимым процентным содержанием и числом каналов флюса, диаметром проволоки
от 0,25 до 6,0 мм, с намоткой на катушки от
100 г до 5 кг. К лету 2009 года на производстве FELDER установят новые моточные станки, так что гладкость намотки трубчатого
припоя (в начале года оставлявшая желать
лучшего, как верно подметили искушенные
потребители) должна быть доведена до совершенства. Заказные поставки припоев из
Германии сопровождаются сертификатом лабораторного анализа соответствующего лота. Впрочем, необходимость в оптовых партиях заказных припоев, выходящих за рамки складских предложений FELDER в России,
вряд ли будет велика: число сочетаний разнообразных сплавов c типами флюсов и формами отгрузки дает представление об очень
представительном ассортименте припоев, доступных здесь и сейчас.
Подытожим. Из всего сказанного выше
о доблестях немецкой фирмы не следует, что
катушки припоя FELDER «облиты шоколадом». Отечественным потребителям предстоит на практике разобраться с достоинствами
или недостатками паяльных материалов
FELDER, а дистрибьюторам — обеспечить
бесперебойность снабжения емкого национального рынка: это потребует понимания
от первых и инвестиций от вторых. Задача
автора настоящей статьи, пожалуй, более
проста: повысить информированность соотечественников до такого уровня, чтобы марка FELDER из «широко известной в узких
кругах» стала известной в самых широких
кругах и без кавычек. Получится?
Получится?
Станок по изготовлению закладных деталей «флюс» | Орловская область
Порядок оформления участия в торгах, перечень документов участника и требования к оформлению:
Заявки на участие в торгах подаются в электронной форме посредством системы электронного документооборота на сайте в сети Интернет по адресу: http://bankrupt.alfalot.ru/.
Порядок и критерии определения победителя торгов:
Право приобретения имущества должника принадлежит участнику торгов по продаже имущества должника посредством публичного предложения, который представил в установленный срок заявку на участие в торгах, содержащую предложение о цене имущества должника, которая не ниже начальной цены продажи имущества должника, установленной для определенного периода проведения торгов, при отсутствии предложений других участников торгов по продаже имущества должника посредством публичного предложения.
В случае если несколько участников торгов по продаже имущества должника посредством публичного предложения представили в установленный срок заявки, содержащие различные предложения о цене имущества должника, но не ниже начальной цены продажи имущества должника, установленной для определенного периода проведения торгов, право приобретения имущества должника принадлежит участнику торгов, предложившему максимальную цену за это имущество.
В случае если несколько участников торгов по продаже имущества должника посредством публичного предложения представили в установленный срок заявки, содержащие равные предложения о цене имущества должника, но не ниже начальной цены продажи имущества должника, установленной для определенного периода проведения торгов, право приобретения имущества должника принадлежит участнику торгов, который первым представил в установленный срок заявку на участие в торгах по продаже имущества должника посредством публичного предложения.
С даты определения победителя торгов по продаже имущества должника посредством публичного предложения, прием заявок прекращается.
Срок и порядок подписания договора купли — продажи:
В течение 5 (пяти) рабочих дней с даты подписания протокола о результатах торгов Арбитражный управляющий направляет победителю торгов предложение заключить договор купли-продажи Имущества с приложением проекта договора в соответствии с представленным победителем торгов предложением о цене Имущества. Победитель торгов в течение 5 (пяти) рабочих дней с даты получения предложения Арбитражного управляющего о заключении договора купли-продажи обязан подписать договор купли-продажи Имущества. В целях настоящего Порядка датой получения предложения о заключении договора купли-продажи победителем торгов считается срок не позднее 10 (десяти) рабочих дней с даты направления Арбитражным управляющим предложения о заключении договора купли-продажи победителю торгов. В случае отказа или уклонения победителя торгов от подписания указанного договора, внесенный задаток ему не возвращается. В этом случае Арбитражный управляющий обязан предложить заключить договор купли-продажи Имущества участнику торгов, которым предложена наиболее высокая цена Имущества по сравнению с ценой, предложенной другими участниками торгов, за исключением победителя торгов.
Сроки уплаты покупной цены по итогам проведения торгов:
Оплата в соответствии с договором купли-продажи должна быть осуществлена покупателем в течение 30 (Тридцати) дней со дня подписания договора купли-продажи на расчетный счет Должника: ДООО «Орловский КСК» (ИНН/ КПП 5752027174/ 575201001): р/с 40702810709400000004 в ОО «ОРУ» ПАО «МИнБАНК», БИК 044525600, к/с 30101810300000000600. Передача имущества осуществляется только после его полной оплаты.
Reactor 3 Справочное руководство
Когда мы представили Flux и Mono , мы показали пример «мраморной диаграммы».
Они находятся во всей документации javadoc, чтобы более наглядно объяснить поведение оператора.
В этом разделе мы немного углубимся в условные обозначения, используемые в документации Reactor для этих мраморных диаграмм.
Во-первых, давайте посмотрим, как представлены наиболее распространенные шаблоны операторов.
Некоторые операторы являются методами экземпляра: их вывод создается путем вызова метода в экземпляре источника Flux (например, Flux ):
Остальные операторы — это статические методы. Они по-прежнему могут принимать источник в качестве входного параметра, как в Flux .
Они представлены, как показано ниже:
Обратите внимание, что иногда мы представляем несколько вариантов или вариантов поведения в зависимости от ввода оператора, и в этом случае используется один оператор «box», но исходный и выходной варианты разделены, как показано ниже:
Это основные случаи, но некоторые операторы демонстрируют несколько более сложные шаблоны.
Например, ParallelFlux создает несколько рельсов, поэтому у них есть несколько выходов Flux .
Они представлены один под другим, как на следующей диаграмме:
Оконные операторы создают Flux : основной Flux уведомляет о каждом открытии окна, а внутренний Flux представляет содержимое и завершение окон.
Окна представлены как ответвления от основного Flux , как на следующей диаграмме:
Иногда операторы принимают на входе «сопутствующего издателя» ( Flux , Mono или произвольный Reactive Stream Publisher ).Такие сопутствующие издатели помогают настроить поведение оператора, который будет использовать некоторые из сигналов сопутствующего в качестве триггера для своего внутреннего поведения.
Они представлены как на следующей диаграмме:
Теперь, когда мы рассмотрели наиболее распространенные шаблоны операторов, давайте покажем графическое представление всех различных сигналов, событий и элементов, которые могут происходить в Flux или Mono :
Наконец, в том же духе у нас есть графическое представление побочных эффектов , которые возникают вместе с сигналами Reactive Stream:
Проектный реактор— Попытка управлять несколькими потоками / моно, запуск нескольких из них раньше других, объединение некоторых из них и немного потерянный
У меня есть модуль, который принимает идентификаторы объектов и «тип разрешения» в качестве параметров, а затем собирает данные (в основном) асинхронно с помощью нескольких операций, возвращающих потоки. Разрешение разбито на несколько (в первую очередь, опять же) асинхронных операций, каждая из которых работает над сбором разных типов данных, которые способствуют разрешению. Я говорю «в первую очередь» асинхронно, потому что некоторые из типов разрешения требуют некоторых предварительных операций, которые должны выполняться синхронно, чтобы предоставить информацию для оставшихся операций асинхронного потока разрешения. Теперь, когда выполняется эта синхронная операция, может начаться по крайней мере часть общей операции асинхронного разрешения.Я хотел бы начать эти операции с потоком во время выполнения синхронных операций. Затем, как только синхронные данные будут разрешены, я могу получить каждый поток для оставшихся выполняемых операций. Некоторые типы разрешения будут иметь все операции Flux, возвращающие данные, в то время как другие собирают меньше информации, а некоторые операции Flux останутся пустыми. Операции разрешения требуют больших затрат времени, и я хотел бы иметь возможность запускать некоторые операции с потоком раньше, чтобы можно было немного сжать время — это очень важно для того, что я делаю.Так что активная подписка идеальна, если я могу гарантировать, что не пропущу ни одного выпуска предметов.
Разрешение разбито на несколько (в первую очередь, опять же) асинхронных операций, каждая из которых работает над сбором разных типов данных, которые способствуют разрешению. Я говорю «в первую очередь» асинхронно, потому что некоторые из типов разрешения требуют некоторых предварительных операций, которые должны выполняться синхронно, чтобы предоставить информацию для оставшихся операций асинхронного потока разрешения. Теперь, когда выполняется эта синхронная операция, может начаться по крайней мере часть общей операции асинхронного разрешения.Я хотел бы начать эти операции с потоком во время выполнения синхронных операций. Затем, как только синхронные данные будут разрешены, я могу получить каждый поток для оставшихся выполняемых операций. Некоторые типы разрешения будут иметь все операции Flux, возвращающие данные, в то время как другие собирают меньше информации, а некоторые операции Flux останутся пустыми. Операции разрешения требуют больших затрат времени, и я хотел бы иметь возможность запускать некоторые операции с потоком раньше, чтобы можно было немного сжать время — это очень важно для того, что я делаю.Так что активная подписка идеальна, если я могу гарантировать, что не пропущу ни одного выпуска предметов.
Имея это в виду, как я могу:
- Создайте «держатель» или «контейнер» для каждой из операций Flux, которые потребуются для решения всего, и инициализируйте их как пустые (например,
Flux.empty ()) - Добавить элементы к тому, что я могу создать в пункте 1 выше — он был инициализирован как пустой, но мне могут понадобиться данные из одной или нескольких конечных и асинхронных операций Flux, но я не хочу хранить их отдельно, и они могут отображаться как один поток, когда я буду использовать на них
collectList (), чтобы создатьMono. - Если некоторые из этих операций
Fluxдолжны начаться раньше других, как я могу их запустить и убедиться, что я не пропущу никаких данных? И если я, например, запускаю Flux разрешения имен, могу ли я добавить к нему, как в пункте 2 выше? Допустим, я хочу начать получение некоторых данных, затем выполнить синхронную операцию, а затем я создаю другой поток разрешения имен из результата синхронной операции, могу ли я добавить этот новый поток к исходному потоку разрешения имен, поскольку он будет возвращает тот же тип данных? Мне известно оFlux.merge (), но было бы удобно работать с одной ссылкой на Flux, которую я могу продолжать добавлять, если возможно.
Потребуется ли мне объект коллекции, например список, а затем использовать операцию слияния? Первоначально я думал об использовании ConnectableFlux , пока не понял, что он предназначен для подключения нескольких подписчиков, а не для подключения нескольких издателей. Я думаю, что подключение нескольких издателей было бы хорошим ответом на мои нужды, если только это не общий шаблон, с которым можно справиться лучше.
Я занимаюсь реактивным программированием совсем недолго, поэтому, пожалуйста, проявите терпение, когда я пытаюсь описать то, что я хочу делать. Если я смогу лучше прояснить свои намерения, дайте мне знать, где я был неясен, и я с радостью попытаюсь прояснить это. Заранее благодарим за уделенное время и помощь!
РЕДАКТИРОВАТЬ: Вот финальная версия Kotlin, красивая и лаконичная:
private val log = KotlinLogging.logger {}
class ReactiveDataService {
private val createMono: () -> Mono > = {
Флюс.просто (9, 8, 7)
.flatMap {
Flux.fromIterable (Список (это) {Random.nextInt (0, 100)})
.parallel ()
.runOn (Schedulers.boundedElastic ())
}
.collectList ()
.cache ()
}
private val processResults: (Список , Список ) -> String =
{d1, d2 -> "\ n \ t вниз по течению 1: $ d1 \ n \ t вниз по течению 2: $ d2"}
частное преобразование val: (Список , Int) -> Flux =
{данные, множитель -> Поток.fromIterable (data.map {String.format ("% 3d", it * multiplier)})}
весело doQuery (): Строка? {
val mono = createMono ()
val downstream1 = mono.flatMapMany {convert (it, 1)} .collectList ()
val downstream2 = mono.flatMapMany {convert (it, 2)} .collectList ()
вернуть Mono.zip (downstream1, downstream2, processResults) .block ()
}
}
fun main () {
val service = ReactiveDataService ()
val start = System.currentTimeMillis ()
val result = service.doQuery ()
бревно.info ("{} \ n \ t Общее время: {} мс", результат, System.currentTimeMillis () - начало)
}
А на выходе:
ниже по потоку 1: [66, 39, 40, 88, 97, 35, 70, 91, 27, 12, 84, 37, 35, 15, 45, 27, 85, 22, 55, 89, 81, 21, 43, 62]
ниже по потоку 2: [132, 78, 80, 176, 194, 70, 140, 182, 54, 24, 168, 74, 70, 30, 90, 54, 170, 44, 110, 178, 162, 42, 86, 124]
Общее время: 209 мс
слов начинаются с Flux, слова начинаются с Flux, анаграмма Flux
Этот веб-сайт требует JavaScript для правильной работы.
Пожалуйста, включите JavaScript в вашем браузере.
4-буквенных слов (Найдено 1)
Слова из 6 букв (Найдено 2)
7-буквенных слов (Найдено 2)
слов из 8 букв (Найдено 2)
Слова из 9 букв (Найдено 2)
Основное руководство по дуговой сварке порошковой проволокой: 10 шагов (с изображениями)
Здравствуйте и добро пожаловать в руководство SLO Makerspace по дуговой сварке порошковой проволокой! Это руководство предназначено для того, чтобы научить вас пользоваться сварочным аппаратом для дуговой сварки Lincoln Weld Pak HD.Этот аппарат является одним из самых простых сварочных аппаратов, доступных сегодня на рынке, и известен своим удобством в использовании и рентабельностью. Несмотря на то, что есть несколько ограничений в отношении того, что вы можете избежать при сварке на этом аппарате, он отлично подходит для начинающих и идеально подходит для выполнения неструктурной декоративной сварки.
Вот некоторые характеристики продукции Weld Pack HD, предоставленные Lincoln Electric:
- Сваривает низкоуглеродистую сталь безгазовым проволочным электродом с флюсовым сердечником.низкоуглеродистая сталь
- Подключается к бытовой электросети 115 В, розетка 20 А
- Выходная мощность 35-88 А
- Защитный контактор сохраняет сварочную проволоку электрически холодной до тех пор, пока не будет нажат спусковой крючок горелки
Для получения дополнительной информации об этом сварщике, пожалуйста прочтите руководство оператора: ЗДЕСЬ
Первое и самое важное, что нужно учитывать при использовании этой машины, это … как вы уже догадались, БЕЗОПАСНОСТЬ ! Электричество, необходимое для дуговой сварки, не только очень горячее, но и генерирует опасный ультрафиолетовый свет, который может легко повредить ваши глаза, если вы посмотрите прямо на него.Вот почему вы всегда должны использовать соответствующие средства индивидуальной защиты (СИЗ) при работе над сварочным проектом. Сюда входят, помимо прочего: защитные очки, кожаная сварочная куртка, сварочные перчатки и, конечно же, сварочная маска (также известная как сварочный капюшон). Также очень помогает, если у вас длинные брюки и обувь с закрытым носком. Известно, что дуговая сварка порошковой проволокой (FCAW) генерирует множество искр, которые могут легко обжечь любые незащищенные участки вашего тела, так что прикрывайте себя! Эти искры также могут легко вызвать возгорание, поэтому любые легковоспламеняющиеся материалы должны храниться на разумном расстоянии от места сварки.
При этом сварка может быть забавным и увлекательным способом изготовления изделий из металла, и после небольшой практики появляется бесконечный потенциал для создания действительно крутых вещей, так что давайте приступим!
Начать пробную тренировку — N-FLUX
Изначально я пошел в N-Flux просто в поисках другой тренировки после того, как понял, что не могу продолжать бег на длинные дистанции из-за проблем с коленями, и я не мог продолжать не работает из-за неправильного питания. Мой друг занимается боевыми искусствами и предложил заглянуть в крав-мага.Не был уверен, понравится это мне или нет, но я купил двухклассный рюкзак, чтобы проверить его, и мне он понравился.
Инструкция звездная. Я не могу говорить с классами, не относящимися к краву, хотя я предполагаю, что они тоже хороши, но классы по основам структурированы так, что вы получаете что-то от них, будь то ваш самый первый класс или вы ходили десятки раз. Я действительно рекомендую, чтобы ваш первый класс был одним из самых тяжелых, а не падением / перекатыванием или фитнесом, но независимо от того, на какой из них вы пойдете, вам не нужно никаких особых способностей для начала.Инструкторы Коллин и Крис очень хорошо умеют начинать с самых основных элементов (стойка, движения и т. Д.) И вплетать их в любой урок дня.
Если вы хотите защитить себя, этот класс вам поможет. Здесь нет сумасшедших и нереалистичных вещей о героях боевиков — вы узнаете то, что действительно поможет в реальном бою. Особенно на нижних уровнях, это должна быть практическая информация, которую могут использовать обычные люди (как эффективно наносить удары руками или открытой ладонью, как использовать колени и локти на близком расстоянии, как поступать с кем-то, кто пытается схватить вас за талию или душить тебя и т. д.). У меня никогда не было особых поводов вступать в драки, но я считаю, что если бы мне пришлось отвечать на угрозу, я бы справился с этим гораздо лучше, чем до того, как начал посещать занятия.
Также подчеркивается фитнес-аспект по не менее практическим причинам. Драки чрезвычайно требовательны к физическим нагрузкам (как вы узнаете из первого раза, когда Коллин заставляет вас делать «шквал» — удары кулаками так сильно и так быстро, как вы можете, от 30 секунд до минуты), а физическая подготовка имеет решающее значение. Таким образом, в класс обычно входят элементы прямого фитнеса (бёрпи, отжимания и т. Д.) В дополнение к интенсивным тренировкам, присущим боевым искусствам.Тем не менее, инструкторы хорошо работают со всеми. Вам нужно будет продемонстрировать определенный базовый уровень физической подготовки, чтобы пройти тест и пройти более продвинутые занятия, но занятия, которые я посещал, включали людей любого уровня подготовки, типа телосложения и т. Д. Я не совсем в хорошей форме. человек сам, и я никогда не чувствовал себя осужденным или пристыженным, пока я давил на себя.
Я пока не могу поговорить с продвинутыми классами — между моим ограниченным временем для боевых искусств (я работаю далеко в пригороде, поэтому мне удается выйти с работы вовремя для занятий примерно раз в неделю) и коронавирус, у меня не было возможности пройти тестирование в старших классах, но, увидев начало пары и поговорив с несколькими людьми, которые прошли тестирование, похоже, что инструкция по-прежнему превосходна на более высоких уровнях, что меня не удивляет.
Но больше всего в N-Flux мне нравится окружающая среда. Когда я разговаривал со своим другом, он сказал, что самая большая проблема с krav maga заключается в том, что многие студии переполнены братьями из Tapout, которые пытаются переиграть друг друга в ММА. Я волновался, что потрачу половину времени, объясняя, что нет, я не слушаю Джо Рогана. Оказывается, это далеко не так. N-Flux — невероятно гостеприимное место. Классы разнообразны во всех смыслах — по полу, расе, сексуальной ориентации, национальному происхождению, телосложению — и инструкторы прилагают сознательные усилия, чтобы добиться этого.Например, Коллин регулярно рассказывает во время урока о том, как женщины социализируются, чтобы они не занимали места, не реагировали на агрессию, не извинялись за все, гарантируя, что каждый активно думает о роли, которую он может сыграть в самообороне и сценарии угроз. Я никогда не ожидал такого от занятий по боевым искусствам, и это одновременно освежает, а также способствует качеству и практичности обучения.
В итоге, если вы интересуетесь боевыми искусствами, вы обязаны попробовать N-Flux ради себя.Я не могу себе представить, чтобы рекомендовать какой-либо тренажерный зал или студию более высоко.
— Ник Б., Личный участник
Полное руководство по дуговой сварке порошковой проволокой
Дуговая сварка порошковой проволокой или FCAW является разновидностью сварки MIG. Как следует из названия, в этом методе используется электрод с флюсовой сердцевиной для обеспечения присадочного материала для сварного шва.
За исключением этого различия, FCAW аналогична сварке MIG. Тот же сварочный аппарат MIG используется для FCAW. Отличается только электрод.
Дуговая сварка порошковой проволокой — это возможный метод для строительства мостов, ремонта тяжелого оборудования, монтажа металлоконструкций и других подобных применений в последние несколько лет. Это неудивительно, если учесть высокую скорость наплавки и простоту этого процесса сварки, что делает его очень производительным и экономичным.
Источник питания для дуговой сварки порошковой проволокой
Этот процесс сварки можно выполнять с помощью сварочного аппарата MIG — во многих случаях нет необходимости в каких-либо изменениях.В некоторых случаях может потребоваться замена роликов для подачи электрода. Контактный наконечник также должен подходить для установки более толстого проволочного электрода. Это то же самое, что и внесение изменений для разных размеров проводов.
Есть несколько специализированных сварочных аппаратов FCAW. Однако этих сварщиков, работающих в тяжелых условиях, можно найти только в промышленности. Основное различие между этими сварочными аппаратами FCAW и сварочными аппаратами MIG заключается в том, что первые имеют гораздо более высокие настройки тока и напряжения для сварки толстых металлических пластин.
Таким образом, если у вас уже есть сварочный аппарат MIG, вы можете сразу же начать использовать его для дуговой сварки порошковой проволокой.
Электроды FCAW
Это электроды, которые немного отличают FCAW от сварки MIG. Сварка MIG использует сплошную проволоку в качестве электродов для присадочного материала. В FCAW используются электродные проволоки с полым центром, заполненным флюсом. Этот флюс защищает горячее сварное соединение от коррозии и загрязнения, защищая его от окружающей среды.
Поскольку флюс может эффективно защищать сварное соединение от атмосферы, порошковая сварка хорошо подходит для сварки на открытом воздухе. В процессе FCAW используется флюс точно так же, как при ручной сварке. Однако в электродах FCAW этот флюс помещается в сердечник, а не снаружи, как в электродах для сварки штангой.
Благодаря флюсу, метод FCAW обладает рядом преимуществ по сравнению с процессом сварки MIG. Вот четыре важных преимущества.
- Процесс FCAW имеет более высокую ставку депозита в час Метод
- FCAW подходит для сварки ржавых и грязных металлов толщиной до ½ дюйма.толстая за один проход
- Этот способ сварки отлично подходит для сварки на открытом воздухе. Он также подходит для любителей и энтузиастов DIY Процесс
- FCAW прост и его можно быстро изучить. Это не требует высокого уровня ловкости рук, как сварка TIG.
Ставка по депозиту
FCAW имеет более высокую скорость наплавки по сравнению с другими методами сварки. С помощью сварки MIG вы можете уложить максимум около 8 фунтов проволоки в течение часа.Используя метод FCAW, вы можете депонировать до 25 фунтов металла в час. Таким образом, этот метод имеет очень высокую производительность и является особенно хорошим вариантом для сварки толстых металлических профилей и деталей. Депозитная ставка FCAW не имеет себе равных. Следовательно, этот процесс сварки пользуется популярностью на верфях и в других отраслях тяжелой промышленности.
Процесс FCAW с ржавыми и грязными металлами
Для выполнения дуговой сварки порошковой проволокой необязательно иметь очень чистый стык. В отличие от других традиционных процессов сварки, таких как TIG, MIG и Stick, FCAW может справляться со всеми видами загрязнений, кроме масел, воды и краски.Он может растворять даже прокатную окалину и ржавчину. FCAW настолько эффективен при сварке через ржавчину и прокатную окалину, что может сваривать металлический профиль ½ дюйма толщиной с канавкой, обеспечивая при этом полное проплавление с обеих сторон за один проход.
FCAW также подходит для всех видов работ, что делает его еще более идеальным для верфей и тяжелой промышленности.
Сварка на открытом воздухе
Если у вас есть опыт сварки MIG, вы, возможно, знаете, что сварка MIG может быть очень проблематичной, если она выполняется на открытом воздухе.Вы можете решить эту проблему, просто переключив сплошной проволочный электрод на проволоку с флюсовой сердцевиной, то есть с помощью FCAW. Этот переключатель очень удобен, так как вы можете заменить сплошную проволоку порошковой проволокой, внеся лишь незначительные изменения.
Причина, по которой FCAW устойчив к внешним воздействиям даже на открытом воздухе, связана с флюсом. Флюс служит для защиты горячего шва от ветра так же, как и при сварке штучной сваркой.
Сварщики, которые занимаются сваркой для хобби или для ремонта, в большинстве случаев могут использовать FCAW без защитного газа.Требуется меньше оборудования, что делает процесс проще и удобнее.
Требуемый уровень умения
В отличие от других современных методов сварки, для выполнения качественных сварных швов с FCAW не требуется большого количества ручного труда. Это очень похоже на сварку MIG. Единственное, что вам нужно сделать, это правильно настроить сварочный аппарат в соответствии с областью применения сварки. Как только это будет выполнено, вам необходимо правильно направить сопло, чтобы создать сварной шов.
FCAW намного проще, чем сварка TIG.При сварке TIG необходимо использовать обе руки: одной рукой удерживать неплавящийся вольфрам, а другой прикреплять присадочную проволоку. Вы должны подавать присадочную проволоку вручную с правильной скоростью. Вам также необходимо управлять ножной педалью, чтобы изменять ток. С другой стороны, с FCAW вам нужно держать сварочный пистолет в нужном месте. Проволока подается автоматически. Для обеспечения наилучшего качества сварки аппарат необходимо правильно настроить.
Типы электродов FCAW
Есть два типа электродов FCAW.
- Самозащитный
- Двойное экранирование
Самозащитный электрод выполняет то, что подразумевает его название. Нет необходимости в защитном газе для защиты горячего шва. Этот тип электрода FCAW имеет флюсовый материал, который может обеспечить адекватную защиту от атмосферы. Следовательно, это отличный выбор для общего ремонта и один из лучших вариантов для сварки на открытом воздухе. Поскольку электроды с двойным экранированием не используют защитный газ, этот процесс намного проще, а затраты также могут быть снижены.
Электрод с двойной защитой нуждается в защитном газе для защиты от коррозии и ржавчины. В большинстве случаев достаточно смеси из 25 процентов газообразного диоксида углерода и 75 процентов газообразного аргона. Единственный способ получить представление о наиболее подходящем защитном газе — это связаться с производителем электродов или магазином сварочных материалов. Лучше быть полностью уверенным, чем рисковать переделкой, связанной с удалением некачественных и дефектных сварных швов.
Размеры электродов FCAW
ПроводаFCAW бывают разных размеров.Для большинства сварочных работ вам потребуются проволоки следующих размеров.
Существует система обозначений для обозначения различных электродов. Например, один из таких проводов — E71T-1. Вот что означает название.
E — Подразумевается электрод
7 — Это число указывает минимальную прочность сварного шва на растяжение в квадратных дюймах. Вы должны добавить к этому числу четыре нуля, чтобы получить минимальную прочность на разрыв. В данном случае получается 70 000 фунтов на квадратный дюйм.Это означает, что минимальная прочность на разрыв присадочного металла составляет 70 000 фунтов на квадратный дюйм.
1 — Подразумевает сварочные позиции, которые можно принять с этой проволокой. Для этой цифры используются только два числа — ноль и единица. Ноль означает, что с этим электродом вы можете принимать только горизонтальное и ровное положение. Один подразумевает, что вы можете использовать электрод в любом положении.
Т — аббревиатура от трубчатого. Это форма, которую можно ожидать от порошковой проволоки.Проволока представляет собой трубку из присадочного металла, заполненную флюсом. В электродах MIG проволока сплошная. В этом случае будет обозначение S.
1 — Указывает вид потока внутри электрода.
Аппарат для дуговой сварки порошковой проволокой Конфигурация
Настройка аппарата критически важна для обеспечения эффективных характеристик и качества сварки FCAW. Перед настройкой устройства необходимо убедиться, что натяжение ролика отрегулировано правильно. Натяжение должно быть достаточным для подачи проволоки без проскальзывания.Если ролики станут слишком тугими, проволока может раздавиться, и в этом случае ее придется снова подавать.
Вы можете настроить параметры нагрева, настроив напряжение и скорость подачи проволоки.
При использовании электродов с двойной защитой возникает дополнительная задача по регулировке расхода защитного газа. Напряжение — это показатель скорости, с которой тепло будет направляться в сварной шов. Скорость подачи проволоки регулирует скорость, с которой проволочный электрод входит в сварочную ванну.Это указывается в дюймах в минуту.
Поскольку процесс зависит от источника питания постоянного напряжения, ток изменяется в зависимости от скорости подачи проволоки. Более высокая скорость подачи означает больший ток.
Чтобы облегчить вам выбор правильной конфигурации, производитель прилагает к сварочному аппарату таблицу, в которой приведены рекомендации по скорости подачи проволоки и напряжению в зависимости от толщины металлических секций.
Несмотря на то, что эти рекомендации полезны, нет необходимости точно им следовать.Настройки должны быть достаточными, чтобы сварочная ванна вливалась в стык и проникала на всю глубину, чтобы сваривать две противоположные поверхности надлежащим образом. С другой стороны, сварка MIG более чувствительна к этим рекомендациям.
Существует два разных типа механизмов передачи, которые можно использовать для FCAW.
- Распылительная передача
- Шаровидный перенос
Распылительный перенос
Когда вы переключаете сварочный аппарат в режим переноса распылением, вы слышите отчетливый треск.Сварка обычно выполняется распылением.
Как следует из названия, крошечные капельки расплавленного металла проходят по дуге к сварочной ванне при распылении. Это похоже на то, как струя выходит через садовый шланг с закрытым отверстием. Перенос распылением зависит от диаметра проволоки и осуществляется при высокой скорости подачи проволоки и напряжениях. Как только дуга развивается, она сохраняется на протяжении всего сварного шва, в отличие от передачи короткого замыкания. Этот метод переноса создает минимальное разбрызгивание и обычно используется для толстых сечений в горизонтальном или плоском положении.
Шаровидный перенос
При глобулярном переносе присадочный металл переносится по дуге в виде относительно больших капель. Размер этих капель сопоставим с диаметром электрода. Этот метод переноса используется для углеродистой стали. Благодаря шаровому переносу сварка выполняется в горизонтальном или плоском положении из-за большого размера капель. Большой размер капель делает этот процесс сварки более сложным как в верхнем, так и в вертикальном положении. Передача дуги короткого замыкания более естественна по сравнению с этим.Большой размер капель приводит к сильному разбрызгиванию.
Шаровидный перенос больше подходит для тонких листов и металлических профилей. Скорость подачи проволоки и напряжение устанавливаются таким образом, чтобы звук хлопка становился слышен во время сварки. Вы сможете услышать несколько хлопков каждую секунду, когда образуются маленькие шарики, которые падают в сварочную ванну. Для глобулярного переноса необходимо использовать двойной экранирующий электрод. Защитный газ должен содержать большое количество аргона для создания стабильной дуги.
Способы дуговой сварки порошковой проволокой
Методы сварки, используемые для этого процесса, просты.Вам не нужно иметь слишком много навыков, кроме знания того, как правильно настроить сварочный аппарат.
Дуговую сварку порошковой проволокой можно выполнять как справа, так и слева. Эти методы также используются в других сварочных процессах.
В методе переднего хода вы толкаете ванну в направлении сварного шва. При использовании метода переднего хода вы получаете широкий, но неглубокий сварной шов с низким профилем. Этот способ сварки подходит для тонких листов и металлических профилей.
С другой стороны, сварка с обратной стороны создает проникающий, глубокий и узкий шов с высоким профилем.Поэтому он больше подходит для толстых металлов.
Вы можете использовать метод справа или слева в сочетании с такими приемами, как круги, взбивание и узоры плетения. В большинстве случаев вы можете выполнять сварку с постоянной скоростью движения. Встряхните ручку из стороны в сторону, чтобы распределить сварной шов. Это наиболее полезная универсальная техника, которая хорошо работает во всех позициях, независимо от того, используете ли вы метод удара справа или слева. Сварку можно выполнять в вертикальном, горизонтальном или горизонтальном положении как справа, так и слева.
Вот дополнительные советы по улучшению качества FCAW
Советы по повышению качества FCAW и предотвращению распространенных проблем
Хотя дуговая сварка порошковой проволокой более проста по сравнению с другими методами сварки, вам все же следует позаботиться о том, чтобы избежать общих проблем при сварке. Вы можете предотвратить большинство этих проблем, если поймете факторы, лежащие в основе их развития, и хорошо потренируйтесь. Узнайте о решениях этих проблем для получения стабильных и качественных сварных швов.
Проблемы с подачей проволоки
Вы можете значительно сократить время простоя, приняв меры для предотвращения проблем с подачей проволоки. Две наиболее распространенные проблемы с подачей проволоки — это гнездование птиц и ожог. Эти проблемы приводят к гашению дуги во время процесса сварки, что может привести к проблемам с качеством сварки.
При обратном выгорании проволока плавится с образованием осадка на контактном наконечнике. Эта проблема довольно часто является результатом низкой скорости подачи проволоки. Удерживание сопла слишком близко к основному металлу также вызовет эту проблему.Чтобы избежать этой проблемы, убедитесь, что скорость подачи проволоки подходящая, и убедитесь, что расстояние между заготовкой и контактным наконечником не превышает 1,25 дюйма.
Как следует из названия, птичье гнездо — это путаница проволоки, которая может препятствовать подаче проволоки. Лучший способ предотвратить возникновение этой проблемы — использовать приводные ролики с U- или V-канавкой в механизме подачи проволоки.
Проволочный электродFCAW значительно мягче по сравнению со сплошным проволочным электродом, используемым в GMAW. В результате, если вы используете неправильный приводной ролик, он легко сожмет мягкую порошковую проволоку.
Установка соответствующего натяжения приводного ролика предотвратит запутывание или сплющивание проволоки. Чтобы правильно отрегулировать натяжение, вы должны начать с ослабления натяжения приводного ролика. С этого момента вы можете начать увеличивать натяжение и сделать пол-оборота дальше точки, в которой проволока перестает скользить.
Есть и другие факторы, влияющие на гнездование птиц, такие как засорение лайнера, неправильное использование лайнера и неправильно обрезанный лайнер. Если во время регулярной проверки кабелей и сварочного пистолета вы заметите засорение, немедленно замените линию.Используйте подходящие инструменты, чтобы правильно обрезать лайнер, как указано в рекомендациях производителя. На лайнере не должно быть острых краев и заусенцев. Убедитесь, что вы используете лайнер, наиболее подходящий для вашего диаметра проволоки.
Пористость и отслеживание червя
Червячные следы и пористость — одни из наиболее распространенных дефектов, которые могут снизить целостность сварных соединений. Пористость возникает, когда пузырьки газа попадают в сварочную ванну и застревают. Расплавленный металл затвердеет, образуя дыры из-за этих пузырьков.Эти отверстия могут образовываться в одной точке или по всей длине сварного шва. Чтобы предотвратить такое возникновение, убедитесь, что вы удалили всю грязь, влагу, масло, покрытия, краску, жир и ржавчину с поверхности металлической секции перед началом сварки.
Вы также можете использовать порошковую проволоку с раскислителями, которые могут устранить некоторые из этих загрязнений. Однако никогда не следует думать, что эти раскислители заменяют надлежащую очистку перед сваркой и подготовку заготовки.
Убедитесь в правильности удлинения электрода.Общее правило в этом отношении заключается в том, что провод не должен выходить за пределы 1,25 перед контактным наконечником.
Отслеживание червя относится к отметкам, оставленным на поверхности при захвате флюсового газа. Вы можете предотвратить отслеживание червя, избегая чрезмерно высокого напряжения. Установите напряжение в соответствии со скоростью подачи проволоки и соответствующим ей током. Для получения информации о настройках напряжения обратитесь к инструкциям производителя электродной проволоки. Требуемое напряжение будет варьироваться в зависимости от диаметра провода, как указано в инструкциях производителя.
Если во время сварки вы заметили отслеживание червяка, понижайте напряжение с шагом в полвольта, пока проблема не исчезнет.
Включения шлака
Шлак, образованный расплавленным флюсом, может попасть в расплавленную сварочную ванну. Это приводит к дефекту, известному как включения шлака, который может нарушить целостность сварного шва. На включение шлака влияет несколько факторов. При правильной технике сварки всех этих факторов можно избежать, чтобы предотвратить попадание шлака.
В первую очередь следует избегать неправильного размещения сварных швов.Будьте особенно осторожны при выполнении нескольких проходов на более толстых металлических профилях. Вы должны убедиться, что в сварном шве достаточно места для дополнительных проходов. Будьте осторожны в этом отношении, особенно с соединениями, которые требуют нескольких проходов.
Вы также должны следить за тем, чтобы скорость и угол движения находились в допустимых пределах. Угол перетаскивания должен составлять от 15 до 45 градусов для верхнего, горизонтального и плоского положений. Для вертикального верхнего положения угол сопротивления должен составлять от 5 до 15 градусов.Если вы заметите включения шлака даже для углов в этих пределах, медленно увеличивайте угол сопротивления.
Поддерживайте постоянную скорость движения. Если скорость движения слишком мала, сварочная ванна будет опережать дугу, что приведет к включению шлака.
Затем вы должны убедиться, что подводимая мощность соответствует требованиям. Недостаток сварочного тепла может привести к образованию шлаковых включений. Всегда следуйте инструкциям производителя электродов относительно диаметра электродной проволоки. Если вы все же обнаружите включения шлака, то медленно повышайте напряжение, пока проблема включения шлака не будет устранена.
Наконец, вы должны удалить весь затвердевший шлак между проходами сварки. Используйте отбойный молоток, а затем проволочную щетку или шлифовальный станок, чтобы убедиться, что поверхность идеально чистая для следующего сварочного прохода.
Отсутствие проплавления и поднутрения
Недостаточная сварка и подрезы — это дефекты сварного шва, которые могут снизить качество сварки и ослабить сварной шов. Вам следует предпринять шаги, описанные ниже, чтобы устранить эти проблемы и снизить затраты, а также время простоя, связанное с переделкой.
Эта канавка может расплавиться в заготовке рядом с поверхностью сварного шва без заполнения присадочным материалом.Это называется подрезанием. Вокруг поверхности сварного шва будет слабая область, которая может вызвать растрескивание. Вы можете предотвратить недорез, установив соответствующие значения сварочного напряжения и тока. Обратитесь к параметрам сварки, указанным производителем, и установите соответственно напряжение и ток.
Также убедитесь, что угол наклона пистолета находится в допустимом диапазоне. Поддерживайте постоянную скорость движения, чтобы присадочный металл успел проникнуть в расплавленные области основного металла.Если вы используете технику плетения, делайте паузу, когда читаете сторону сварного шва.
Отсутствие плавления относится к неспособности присадочного металла полностью сплавиться с заготовкой. Вы можете предотвратить эту проблему, установив правильный уровень тепла и поддерживая подходящий рабочий угол. Вы можете получить правильный рабочий угол, расширив канавку так, чтобы дно было доступно во время сварки. Вы также можете сохранить правильный рабочий угол, удерживая борт стрингера в нужном месте на стыке.
Убедитесь, что дуга остается на задней кромке сварочной ванны, а угол наклона пистолета должен составлять от 15 до 45 градусов. Во время плетения делайте кратковременную паузу, когда дойдете до боковых стенок канавки. Отрегулируйте скорость подачи проволоки и увеличивайте напряжение до полного сплавления. Если проволока выходит перед сварочной ванной, вы можете внести простые корректировки, чтобы этого не произошло. Вы можете установить более высокий сварочный ток или увеличить скорость движения, чтобы решить эту проблему.
Чрезмерное проникновение
Во время сварки необходимо контролировать уровень подводимого тепла, чтобы предотвратить такие проблемы, как сильное проплавление.Чрезмерное проплавление — это дефект сварного шва, при котором расплавленный металл проходит на всю глубину металлического профиля и свисает ниже сварного шва. Часто это результат чрезмерной жары. Вы можете предотвратить эту проблему, увеличив скорость движения, уменьшив скорость подачи проволоки и установив более низкое напряжение.
Заключение
Дуговая сварка порошковой проволокой или FCAW — это производительный и простой метод сварки, широко используемый в промышленности. Он останется актуальным благодаря высокой скорости наплавки и способности эффективно соединять толстые металлические секции.
Подобные сообщения:
Быстрый старт — документация Flux
Краткое введение в Flux и flux-core.
Строительный кодекс
Spack: Рекомендуется любопытным пользователям
Flux поддерживает актуальный пакет в ветке разработки spack. Если вы уже используете spack, просто запустите следующее, чтобы установить flux и все необходимые зависимости:
$ spack install flux-sched
Приведенная выше команда соберет и установит последнюю версию с тегами flux-sched и flux-core.Чтобы установить последние основные ветки, используйте спецификатор версии @master : spack install flux-sched @ master . Если вы хотите, чтобы Flux управлял и планировал графические процессоры Nvidia, включите вариант + cuda : spack install flux-sched + cuda . Это создает версию hwloc с поддержкой CUDA.
Инструкции по установке spack см. В документации по установке Spack.
Docker: рекомендуется для быстрого развертывания с одним узлом
Flux имеет постоянно обновляемый образ Docker, доступный для загрузки на Docker Hub.Если у вас уже установлен докер, просто запустите следующее, чтобы загрузить последний образ докера Flux и запустить из него контейнер:
$ docker run -ti fluxrm / flux-sched: последний размер $ flux getattr 1 $ flux mini run printenv FLUX_JOB_ID 2597498912768
Примечание
Многоузловые докеры для развертывания Flux все еще находятся в стадии исследований. Этот метод установки рекомендуется разработчикам и пользователям, которым интересно попробуйте одноузловые экземпляры Flux.
CMD по умолчанию для изображений докеров flux — flux start / bin / bash .Чтобы имитировать многоузловое развертывание в одном контейнере, замените CMD по умолчанию, предоставив аргументы для docker run :
$ docker run -ti fluxrm / flux-sched flux start --size 4 размер $ flux getattr 4
Если вы разрабатываете Flux и хотите скомпилировать измененный код и запустить наш набор тестов в контейнере докера, вы можете использовать наш вспомогательный скрипт:
$ git clone https://github.com/flux-framework/flux-core.git Инициализированный пустой репозиторий Git в / home / fluxuser / flux-core /.git / $ cd flux-core $ ./src/test/docker/docker-run-checks.sh <снип> ================================================== ========================== Сводка тестов для Flux-Core 0.16.0-371-gfe938825c ================================================== ========================== # ИТОГО: 2389 # PASS: 2367 № SKIP: 19 # XFAIL: 3 # НЕИСПРАВНОСТЬ: 0 # XPASS: 0 # ОШИБКА: 0 ================================================== ==========================
Примечание
Репозитории flux-core и flux-sched имеют docker-run-check.sh вспомогательный скрипт
Установка вручную: рекомендуется для разработчиков и участников
Убедитесь, что установлен последний список требований. Текущий список требований к сборке подробно описан здесь.
Клонировать текущий мастер магнитопровода:
$ git clone https://github.com/flux-framework/flux-core.git Инициализированный пустой репозиторий Git в /home/fluxuser/flux-core/.git/ $ cd flux-core
Построить флюс-сердечник. Чтобы создавать привязки python, убедитесь, что у вас есть python-3.6 и python-cffi, доступные в вашей текущей среде:
$ ./autogen.sh && ./configure --prefix = $ HOME / local Запуск aclocal ... Запуск libtoolize ... Запуск автозаголовка ... ... $ make -j 8 ...
Убедитесь, что с миром все в порядке, запустив встроенную make check target:
$ оформить чек Делаем проверку в src ...
Клонировать мастер-график магнитного потока:
$ git clone https://github.com/flux-framework/flux-sched.git Инициализированный пустой репозиторий Git в / home / fluxuser / flux-sched /.git / $ cd flux-sched
Построить график потока. По умолчанию flux-sched будет пытаться настроить против
flux-core найден в указанном --prefix с использованием того же
PYTHON_VERSION :
$ ./autogen.sh && ./configure --prefix = $ HOME / local Запуск aclocal ... Запуск libtoolize ... Запуск автозаголовка ... ... $ make ...
Убедитесь, что с миром все в порядке, запустив встроенную make check target:
$ оформить чек Делаем проверку в src ...
Запуск экземпляра потока
Чтобы использовать Flux, вы сначала должны инициировать сеанс экземпляра Flux или сеанса.
Сеанс Flux состоит из иерархии процессов flux-broker , которые запускаются с помощью любой утилиты параллельного запуска, поддерживающей PMI. Например, srun , mpiexec.hydra и т. Д. Или локально для тестирования с помощью команды flux start .
Чтобы начать сеанс Flux с 4 брокерами на локальном узле, используйте flux start :
Сеанс потока также может быть запущен из Slurm с помощью PMI.Чтобы начать с использования srun (1) , просто запустите команду flux start без опции --size в задании Slurm. Скорее всего, вы захотите запустить отдельный процесс брокера для каждого узла:
$ srun -N4 -n4 --pty flux start srun: задание находится в состоянии ожидания, ожидает выпуска планировщика srun: задание 1136410 поставлено в очередь и ожидает ресурсов srun: заданию 1136410 были выделены ресурсы $
После завершения подключения брокера сеанс Flux запускает «начальную программу» на брокере 0 ранга.По умолчанию исходная программа представляет собой интерактивную оболочку, но в командной строке flux start можно указать альтернативную программу. После завершения начальной программы сеанс Flux считается завершенным, и брокеры завершают свою работу.
Чтобы получить справку по любой подкоманде flux или программе API, можно использовать команду flux help . Например, чтобы просмотреть справочную страницу для команды flux-hwloc (1) , используйте
flux help также можно запустить отдельно, чтобы увидеть список часто используемых команд Flux.
Взаимодействие с сеансом Flux
Есть несколько низкоуровневых команд, представляющих интерес для взаимодействия с сеансом Flux. Например, для просмотра общих ресурсов, доступных для текущего экземпляра, можно использовать flux hwloc info :
$ информация о потоке hwloc 4 станка, 144 ядра, 144 УЕ
Размер, текущий ранг, коммуникационные URI, уровни ведения журнала, а также другие параметры экземпляра называются «атрибутами», и ими можно управлять, например, с помощью команд lsattr , getattr и setattr .
$ flux getattr rank 0 размер $ flux getattr 4
Текущий уровень журнала также является атрибутом и может быть изменен во время выполнения:
$ flux getattr лог-уровень 6 $ flux setattr log-level 4 # Сделать поток тише $ flux getattr уровень журнала 4
Чтобы просмотреть список всех атрибутов и их значений, используйте flux lsattr -v .
Сообщения журнала от каждого брокера хранятся в локальном кольцевом буфере. Когда уровень журнала успокоен, последние сообщения журнала для локального ранга могут быть сброшены с помощью команды flux dmesg :
$ поток dmesg | хвост -4 2016-08-12T17: 53: 24.073219Z broker.info [0]: insmod cron 2016-08-12T17: 53: 24.073847Z cron.info [0]: синхронизация задач cron с событием hb 2016-08-12T17: 53: 24.075824Z broker.info [0]: уровень выполнения 1 завершен (rc = 0) 2016-08-12T17: 53: 24.075831Z broker.info [0]: запуск уровня 2, запускСлужбы
в рамках сеанса Flux могут быть реализованы модулями, загруженными в процесс flux-broker на одном или нескольких рангах сеанса. Для запроса и управления модулями брокера Flux предоставляет команду flux module :
$ список модулей потока Размер модуля Дайджест Idle S Service job-exec 1274936 D83AE37 4 S менеджер по работе 1331496 1F432DD 4 S kvs-часы 1299400 AA90CE6 4 S КВС 1558712 7D8432C 0 S простая схема 1241744 AA85006 4 S схема информация о вакансии 1348608 CA590E9 4 S барьер 1124360 DDA1A3A 4 S cron 1202792 1B2DFD1 0 S разъем-местный 1110736 5AE480D 0 R job-ingest 1214040 19306CA 4 S userdb 1122432 0AA8778 4 S content-sqlite 1126920 EB0D5E9 4 S поддержка содержимого агрегатор 1141184 5E1E0B6 4 S
Базовая функциональность этих сервисных модулей может быть протестирована с помощью утилиты flux ping , предназначенной для встроенного модуля *.Обработчик ping , зарегистрированный по умолчанию для каждого модуля.
flux ping --count = 2 квс kvs.ping pad = 0 seq = 0 time = 0,648 мс (1F18F! 09552! 0! EEE45) kvs.ping pad = 0 seq = 1 time = 0,666 мс (1F18F! 09552! 0! EEE45)
По умолчанию выбран локальный (или ближайший) экземпляр службы, но конкретный ранг можно выбрать с помощью опции --rank .
$ flux ping --rank = 3 --count = 2 kvs 3! Kvs.ping pad = 0 seq = 0 time = 1.888 мс (CBF78! 09552! 0! 1! 3! BBC94) 3! Kvs.ping pad = 0 seq = 1 time = 1.792 мс (CBF78! 09552! 0! 1! 3! BBC94)
Утилита flux-ping — хороший способ проверить задержку приема-передачи для любого ранга в сеансе Flux.
Флюс КВС
Хранилище «ключ-значение» (kvs) является основным компонентом экземпляра Flux. Команда flux kvs предоставляет утилиту для составления списка и управления значениями KVS. Например, информация hwloc для текущего экземпляра загружается в kvs модулем resource-hwloc при запуске экземпляра.Информация о ресурсах доступна под ключом kvs resource.hwloc . Например, общее количество ядер, доступных на ранге 0, можно получить из kvs через:
$ flux kvs получить resource.hwloc.by_rank
{"[0-3]": {"NUMANode": 2, "Package": 2, "Core": 36, "PU": 36, "cpuset": "0-35"}}
Дополнительную информацию см. В справке по потоку kvs .
Начало работы в сеансе Flux
Flux имеет два метода для запуска «удаленных» задач и параллельной работы в рамках сеанса.Утилита flux exec — это низкоуровневая среда удаленного выполнения, которая зависит от как можно меньшего количества других служб и используется в основном для тестирования. По умолчанию flux exec запускает одну копию предоставленной КОМАНДЫ на каждом ранге в сеансе:
$ flux exec flux getattr rank 0 3 2 1
Хотя отдельные ранги могут быть нацелены:
$ flux exec -r 3 flux getattr rank 3
Второй метод запуска и отправки заданий — это инструмент минимальной отправки заданий под названием «mini».Инструмент «mini» состоит из команды внешнего интерфейса flux mini ; flux job — еще один низкоуровневый инструмент, который можно использовать для запроса информации о задании.
Полное описание команды flux mini см. В справке flux mini .
$ flux mini run -n4 --label-io имя хоста 3: кварц15 2: кварц15 1: кварц15 0: кварц15
$ flux mini run -n128 ./hello завершил MPI_Init за 0,944 секунды. Всего 128 задач завершен первый барьер завершен MPI_Finalize
$ flux mini submit -n128./Привет 4095117099008
Здесь выделенный идентификатор для задания немедленно выводится на стандартный вывод.
Приставка для работы с потоком$ 4095117099008 завершил MPI_Init за 0.