Штифтовые соединения — Детали машин
Штифты применяются для фиксации взаимного расположения соединяемых деталей, а таже для передачи сил и моментов.
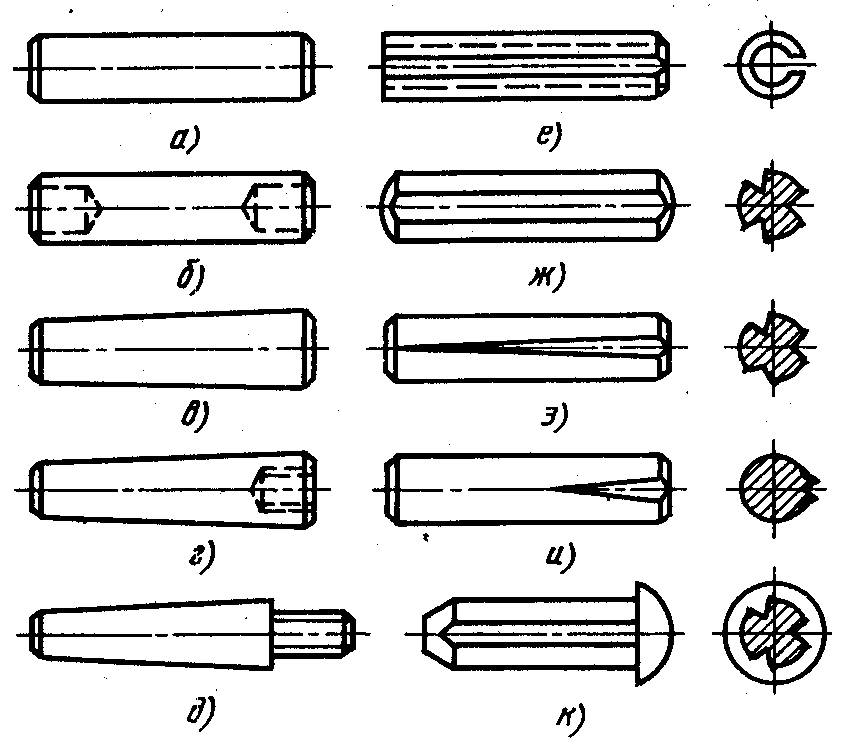
Штифты цилиндрические
Штифты изготавливают под различные посадки. Для предотвращения выпадания штифтов с засверленными концами (см. табл. 6.1.2) после постановки в сквозное отверстие их расклепывают. С этой же целью применяют насечные штифты (см. табл. 6.1.3), которые удерживаются от выпадания пластическим деформированием металла, выдавленного при насечке канавок.
Размеры цилиндрических штифтов с внутренней резьбой, предназначенных для установки в глухие отверстия даны в табл. 6.1.4. Лыска на боковой поверхности служит для выхода воздуха из глухого отверстия, а резьбовое отверстие — для демонтажа штифта.
Штифты конические
Параметры штифтов, устанавливаемых в сквозные отверстия, которые обеспечивают демонтаж такиех штифтов при разборке соединения приведены в табл.
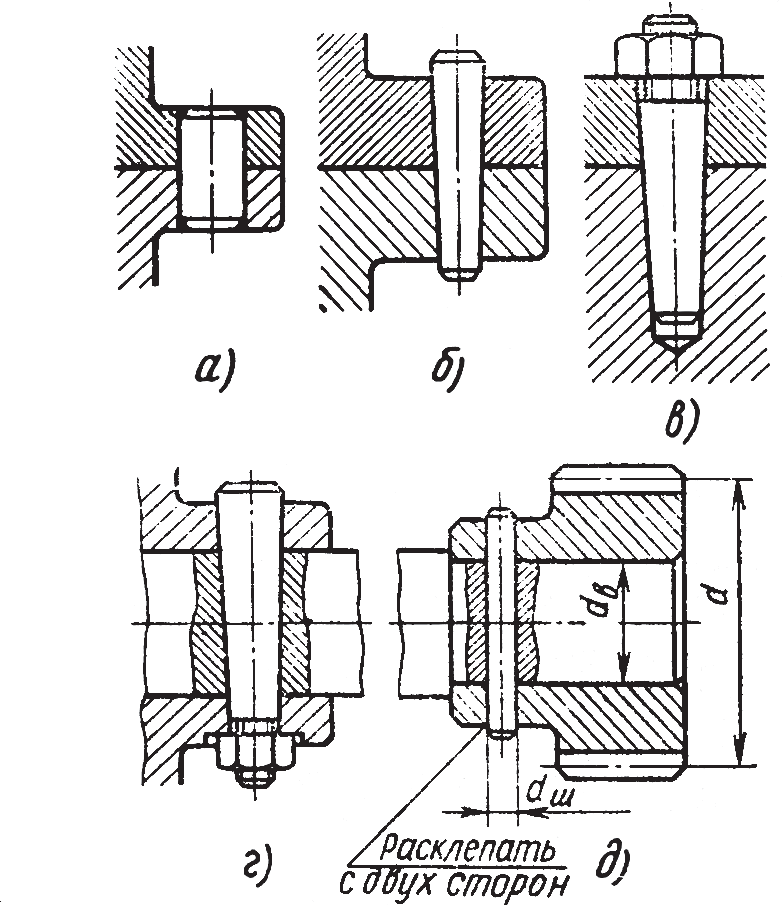
Примеры штифтовых соединений
На рисунок 6.3.1 приведены примеры использования штифтов при соединении деталей с плоскими поверхностями контакта. Обычный вариант установки штифта показан на рисунок 6.3.1, а. Если штифт устанавливают в глухое отверстие, то применяют штифт с резьбой для демонтажа и
лыскои для выхода сжатого воздуха при установке штифта (рисунок 6.3.1, б).
Вариант установки штифта, когда подход инструмента в направлении, перпендикулярном плоскости стыка, затруднен, показан на рисунок 6.3.1, е. В подобных случаях таже применяют штифты, расположенные в плоскости разъема (как правило, четыре штифта по одному на каждой стороне).
При передаче незначительных окружных и осевых сил применяют соединения, показанные на рисунок 6.3.2 (а-д). Они более технологичны по сравнению со шпоночными и шлицевыми и исключают люфты, что особенно важно при реверсивном движении. Поэтому такие соединения широко применяют в приборных устройствах.
На рисунок 6.3.3 приведены примеры использования специальных штифтов. Полый разрезной штифт (рисунок 6.3.3, а) обеспечивает удовлетворительное центрирование деталей и относительную простоту монтажа без использования специального инструмента благодаря высокой его податливости в радиальном направлении. Преимуществом соединения с помощью разводного штифта (рисунок 6.3.3, б) является простота его конструкции и монтажа, однако возможно снижение натяга штифта в процессе эксплуатации. Последнее исключено в соединении, где плотная посадка штифта обеспечивается затяжкой гайки (рисунок 6.

Рассказать друзьям:
Штифт цилиндрический — характеристики и виды
Штифт цилиндрический
Цилиндрический штифт – это крепежная деталь в виде цилиндрического стержня, предназначенная для создания неподвижных соединений, и предотвращения их смещения. Штифты применяют на производствах для сборки узлов, различных агрегатов и станков, требующих высокой точности соединений. Также они используются в различных вращающихся механизмах (муфтах, валах и пр.) для передачи крутящего момента.
Основные характеристики и разновидности цилиндрических штифтов
Штифты производят из углеродистых сталей, подвергая их термической обработке (закаленные) или нет (незакаленные). Незакаленные изделия имеют прочность от 125 до 345 HV, что является достаточным для того, чтобы они могли выдерживать серьезные эксплуатационные нагрузки и применятся многократно. Закаленные крепежи преимущественно используют в тяжелом машиностроении, так как они более устойчивы к деформациям изгиба и сдвига.
Незакаленные изделия имеют прочность от 125 до 345 HV, что является достаточным для того, чтобы они могли выдерживать серьезные эксплуатационные нагрузки и применятся многократно. Закаленные крепежи преимущественно используют в тяжелом машиностроении, так как они более устойчивы к деформациям изгиба и сдвига.
Разновидностью этого типа штифтов являются трубчатые изделия с внутренней резьбой (DIN 7979), которые применяют для создания соединений с большим натягом. Другая разновидность штифтов цилиндрического типа – изделия с головкой, которые выпускаются по стандарту DIN 1444. Помимо плоской головки такие штифты имеют отверстие на цилиндрической части под шплинт. Еще одна разновидность – штифты с прорезью DIN 1481, применяемые на сборочных производствах
Отдельная группа штифтов – это полые разрезные пружинные изделия. Этот вид крепежа не рассчитан на серьезные поперечные нагрузки, но благодаря наличию разреза он очень легко входит в установочное отверстие, а пружинящие свойства обеспечивают надежность фиксации.
Группа компаний ПАРТНЕР является одним из ведущих производителей и поставщиков крепежа на отечественном рынке. В нашем каталоге представлен высококачественный крепеж от российских и зарубежных производителей, который можно заказать с доставкой в любой регион РФ. У нас вы найдете закаленные и незакаленные штифты, изготовленные по ГОСТ 3128-70, а также по DIN 7, DIN 6325, DIN 7979, DIN 1444 и др.
Сегодня представительства нашей группы компаний расположены в Москве и в Санкт-Петербурге, а также 48 других городах РФ. Поставка по России осуществляются в самые сжатые сроки, а на всю продукцию выдается официальная гарантия и полный пакет сопроводительной документации. Купить штифты оптом от производителя ГК Партнер можно, оформив заказ на сайте или по телефону.
Штифты Parker: новое, снятое с производства
Настоящий профессионал требует от работы с оборудованием только высокого качества, ведь берет на себя ответственность за результат. Компания Parker, соответственно, отвечает за материал, в нашем случае штифты. Известно, что штифты активно используются как в столярном деле, машиностроении, так и в стоматологии. Штифт есть достаточно прочным изделием, поэтому может прослужить годами, не требуя замены.
Компания Parker, соответственно, отвечает за материал, в нашем случае штифты. Известно, что штифты активно используются как в столярном деле, машиностроении, так и в стоматологии. Штифт есть достаточно прочным изделием, поэтому может прослужить годами, не требуя замены.
Настоящие профессионалы своего дела знают, что штифты бывают четырех видов:
- скрепляющие;
- цилиндрические;
- зазубренные;
- конические.
Компания Parker является лидером качества среди изготовления штифтов, многолетний опыт работы и эксперименты, которые проводились в лаборатории компании позволили им удостовериться в прочности, надежности своих изделий. Люди, которые работали с материалом данного производителя уже проверили его прочность, выносливость.
Купить штифты Parker
В современном мире высоких технологий мы ищем только проверенных и лучших поставщиков, в которых без возражений можно быть уверенными. Такая репутация на цену золота, она зарабатывается не одним годом упорного труда и не каждый может ею похвастаться.
Ведущая мультибрендовая компания ОЛНИСА, напрямую работающая с официальными производителями оборудования, уже не первый год предлагает своим покупателям штифты только лучшего качества, по умеренным ценам и быстрой доставкой. У нас действует гарантия на все товары, а также экспресс-доставка от одного дня.
Посетив сайт ОЛНИСА, вы попадете в надежные руки наших консультантов, которые смогут быстро и легко выбрать необходимые штифты для работы в стоматологии, машиностроении или в столярном деле. Мы уже не первый год работаем на совесть и совершенствуем свои навыки, поэтому вы можете полностью положиться на мультибрендовую компанию ОЛНИСА в России.
Способ землякова фиксации штифта на цилиндрической ступице и валу
Изобретение относится к технике приборо- и машиностроения и может быть использовано для фиксации цилиндрических и конических штифтов, соединяющих две детали относительно друг друга.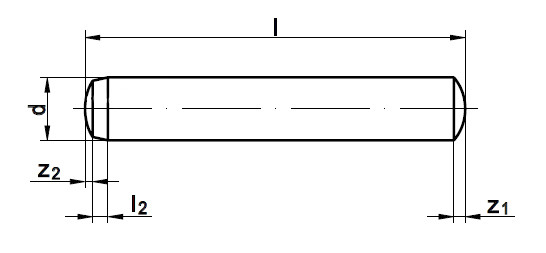
Изобретение относится к технике приборо- и машиностроения и может быть использовано для фиксации цилиндрических и конических штифтов, соединяющих две детали относительно друг друга, таких как зубчатое колесо или шестерня, относительно вала, в приборах автомобильной, тракторной, локомотивной, авиационной, судостроительной и других отраслях промышленности.
Известен способ фиксации детали на валу цилиндрическим штифтом [1], ГОСТ 3128-70, при этом цилиндрическая часть штифта входящая в вал, соединяется с ним по более плотной посадке, чем часть штифта, входящая в съемную деталь.
Недостатком известного способа является то, что в случае потребности в срочном ремонте удалить такой штифт удается не всегда легко, а иногда и просто невозможно.
Известен также способ фиксации штифтов с помощью пружинных штифтов ГОСТ 14229-69, изготовляемых из пружинистой листовой стали путем загиба или из трубок с последующим разрезанием вдоль образующей, их применяют для закрепления на осях и валах тел вращения [2].
Недостатком известного способа является то, что пружинный цилиндрический штифт имеет внутреннюю трубчатую полость, которая в процессе эксплуатации способна забиваться замасленной пылью, и, кроме того, при сильной и циклической вибрации вдоль оси штифта последний способен выползать из отверстия.
Наиболее близким известным техническим решением, принятым за прототип, является способ фиксации деталей на валу с помощью конических штифтов [3]. По известному способу штифт плотно забивают в отверстие съемной детали, например ступицы зубчатого колеса, и далее в основную деталь — вал, а затем поверх торца штифта с большим диаметром надевают разрезное проволочное пружинное предохранительное кольцо.
Недостатком этого способа фиксации является то, что, как и в [1], в случае потребности в срочном ремонте, удалить такой штифт удается не всегда быстро и легко, а иногда и просто невозможно. При этом, если установлено предохранительное кольцо, то поскольку оно разрезное, то создается дисбаланс вращающихся масс, и, кроме того, вокруг кольца всегда набивается замасленная пыль, что недопустимо в приборах для медицинского назначения.
Задача, на решение которой направлено изобретение, состоит в том, чтобы обеспечить быстрое и легкое удаление штифта в случае потребности срочного ремонта, а также в обеспечении надежной защиты места установки штифта от попадания замасленной пыли.
Это достигается тем, что способ фиксации штифта на цилиндрической ступице и валу включает последовательную установку штифта в отверстие ступицы и далее в соосное с ним отверстие на валу, причем штифт устанавливают через отверстия в ступице и вала по переходной посадке, а затем поверх торцев штифта устанавливают с зазором отрезок трубки из термоусадочного пластика, который далее подогревают горячим воздухом до плотного охвата ступицы и торцов штифта.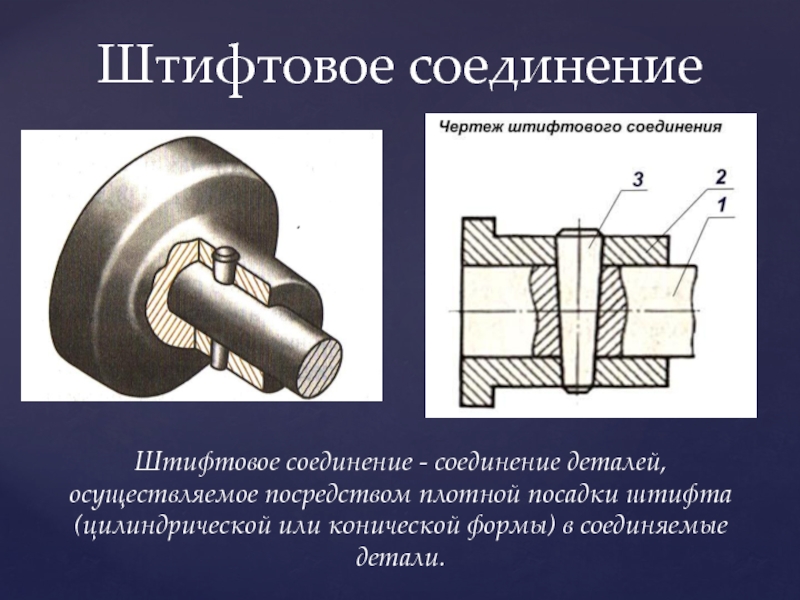
Сущность изобретения поясняется чертежами, где на фиг.1 изображено зубчатое колесо установленное на вал, при этом через ступицу колеса и вал просверлено отверстие, и подготовленный к установке штифт. На фиг.2 изображены те же детали: вал и зубчатое колесо, в просверленное отверстие которых установлен по переходной посадке штифт. На фиг.3 изображены те же детали: вал и зубчатое колесо, на ступицу которого, поверх отверстия и торцов установленного в отверстие штифта, свободно посажена заготовка термоусадочной трубки. На фиг.4 изображены те же детали: вал и зубчатое колесо, на ступице которого, поверх отверстия и торцов установленного в отверстие штифта, термоусажено кольцо из термоусадочного пластика.
Способ фиксации штифта на цилиндрической ступице и валу осуществляется следующим образом.
На вал 1 установлено зубчатое колесо 2, имеющего ступицу 3 для установки штифта 4. Далее в ступице 3 через вал 1 сверлят сквозное соосное отверстие 5. После этого в это отверстие 5 устанавливают штифт 4 по переходной посадке, при этом длина штифта 4 может быть равной диаметру ступицы 3, а может быть и немного больше диаметра ступицы 3. После установки в отверстие 5 штифта 4, поверх его торцов 6 и диаметра ступицы 3 надевают с гарантированным зазором трубчатое кольцо-заготовку 7 из термоусадочного пластика. А далее к кольцу 6 подводят тепловой поток 8, который обеспечивает быструю и плотную термоусадку кольца 7 вокруг ступицы 3 и торцов 6 штифта 4.
После установки в отверстие 5 штифта 4, поверх его торцов 6 и диаметра ступицы 3 надевают с гарантированным зазором трубчатое кольцо-заготовку 7 из термоусадочного пластика. А далее к кольцу 6 подводят тепловой поток 8, который обеспечивает быструю и плотную термоусадку кольца 7 вокруг ступицы 3 и торцов 6 штифта 4.
Такой способ фиксации штифта в отличие от известных аналогов и прототипа позволяет легко и быстро устанавливать штифт через сопрягаемые детали. При этом повышается производительность монтажа и, самое важное, демонтажа, а также возрастают гигиенические и эстетические качества штифтового соединения. Кроме этого, возрастает и коммерческая привлекательность нового способа штифтового соединения, который может найти широкое распространение не только в приборостроении, но и в автомобильной, авиационной, морской и космической технике. Различные типы термоусадочной трубки широко предлагаются в Интернете, например, на сайтах: www.protonrf.ru, www.definum.ru.
Источники информации
1. Д.Д.Чурабо. Детали и узлы приборов. Конструирование и расчет. Справочное пособие. Изд. 4-е, пераб и доп. М., «Машиностроение», 1975, стр.204.
Д.Д.Чурабо. Детали и узлы приборов. Конструирование и расчет. Справочное пособие. Изд. 4-е, пераб и доп. М., «Машиностроение», 1975, стр.204.
2. Д.Д.Чурабо. Детали и узлы приборов. Конструирование и расчет. Справочное пособие. Изд. 4-е, пераб и доп. М., «Машиностроение», 1975, стр.203, рис.11.11 а).
3. Д.Д.Чурабо. Детали и узлы приборов. Конструирование и расчет. Справочное пособие. Изд. 4-е, пераб и доп. М., «Машиностроение», 1975, стр.207, таблица 11.14.
Способ фиксации штифта на цилиндрической ступице и валу, включающий последовательную установку штифта в отверстие ступицы и далее в соосное с ним отверстие на валу, причем штифт устанавливают через отверстия в ступице и вала по переходной посадке, отличающийся тем, что затем поверх торцев штифта устанавливают с зазором отрезок трубки из термоусадочного пластика, который далее подогревают горячим воздухом до плотного охвата ступицы и торцев штифта.
Штифт цилиндрический пружинный DIN 7346 6х20 мм 2 шт в Калининграде
Широко используется в машиностроении,
строительстве и приборостроении в качестве крепежного элемента для
прочной фиксации используемых деталей.
Тип:
Крепежи специальные
Страна производства:
Россия
Количество в упаковке (шт):
2
Материал:
Сталь нержавеющая
Вес брутто (кг/упак) :
0. 04
04
Подробное описание
Штифт
пружинный разрезной DIN 7346 (зажимная муфта) – трубчатый элемент из
пружинной стали с продольным разрезом по всей длине и фасками на концах.
Штифт пружинный трубчатый разрезной, цилиндрической формы изготовлен из нержавеющей стали.
Разрезной штифт Tech-KREP (Тех-Креп) DIN 7346 предназначен для
обтягивания цилиндрических резьбовых элементов при креплении узлов и
деталей в приборостроении, машиностроении и прочих производственных
отраслях.
Надежность фиксации обеспечивается за счет пружинящих свойств разрезного штифта.
Эффективность штифта с прорезью не снижается после вынужденной сборки-разборки крепления.
Машиностроение.
 Шпиндельные устройства
Шпиндельные устройства 11 февраля 2017 2632 Комментарии к записи Шпиндельные устройства отключены
Многошпиндельные коробкиКоличество и расположение шпинделей в многошпиндельных коробках определяется технологической необходимостью, которая зависит от конфигурации обрабатываемой детали и состава операций по обработке отверстий.
Рис. 4.54. Элементы многошпиндельных коробок: 1 – корпус; 2 – крышка передняя; 3 – кольцо подшипника; 4 – шпиндель; 5, 6 – валы; 7 — крышка задняя; 8 – вал насоса; 9 – винт; 10 – крышка; 11 – распределитель масла; 12 – масляный насос; 13 – угольник для залива масла; 14 – указатель уровня масла; 15, 16 – цилиндрические штифты; 17, 19 – крепежные винты; 18 – технологический лоток.
Основой многошпиндельной коробки (рис. 4.54) являются корпус 1, задняя крышка 7 и передняя крышка 2. На задней крышке, которая присоединяется к силовой головке, выполняется одно отверстие для присоединения входного вала от главного привода станка. Далее вращение передается к шпинделям 4 расположенным на передней крышке. Вся кинематика расположена в корпусе коробки на промежуточных валах 5,6. На передней стенке имеется квадратный валик, благодаря, которому можно вручную провернуть все шпинделя при наладке. Вал 8 служит для вращения масляного насоса 12.
Далее вращение передается к шпинделям 4 расположенным на передней крышке. Вся кинематика расположена в корпусе коробки на промежуточных валах 5,6. На передней стенке имеется квадратный валик, благодаря, которому можно вручную провернуть все шпинделя при наладке. Вал 8 служит для вращения масляного насоса 12.
Задняя крышка, корпус и передняя крышка фиксируются между собой цилиндрическими штифтами 15,16 и крепятся винтами 17,19. На боковой стороне корпуса расположены распределитель масла 11, угольник для залива масла 13 и пробка для слива масла 14. Технологический лоток 18 закрыт крышкой 10 и закреплен винтами 9.
На рис. 4.55 показана одношпиндельная фрезерная насадка.
Рис. 4.55. Фрезерная насадка: 1 – корпус; 2 – коническая передача; 3 – вал; 4 – посадочный фланец; 5 – корпус шпиндельной бабки; 6 – шпиндель; 7 – кольцо; 8 – шомпол
В корпусе 1 расположена коническая пара 2 и шпиндель 3. Насадка базируется на силовой головке 6 и державке 5. Насадка по углу фиксируется круглыми направляющими 4. Внутри шпинделя проходит шомпол 8 для крепления фрезы.
Внутри шпинделя проходит шомпол 8 для крепления фрезы.
На рис. 4.56-4.57 показаны одношпиндельные варианты бабок, первая из которых используется при сверлильных операциях, а вторая – при расточных. Конструктивно обе бабки схожи между собой. Отличие заключается только в исполнении передних опор качения. Для сверлильного варианта необходимо воспринимать значительные осевые нагрузки в одном направлении, и поэтому в передней опоре имеется упорный подшипник 7.
Рис. 4.56. Бабка сверлильная: 1 – стакан; 2 – фланец; 3 – подшипник; 4 – кольцо; 5 – шпиндель; 6 – корпус; 7 — подшипник упорный; 8 – подшипник радиально-упорный; 9 – кольцо; 10 — дренажное отверстие.
Рис. 4.57. Бабка расточная:1 – стакан; 2 – фланец; 3,7, 10 – подшипники; 4 – шпиндель; 5 – корпус; 6,9 – шайбы; 8 – пружины; 11 – прокладка; 12 – дренажное отверстие; 13 – фланец.
Для расточных операций важно в бабках иметь переднюю опору жесткую в осевом направлении с высокой точностью центрирования шпинделя в корпусе. На рис. 4.57 показана передняя опора, состоящая из радиально-упорного подшипника 10 и двух упорных подшипников 8.
На рис. 4.57 показана передняя опора, состоящая из радиально-упорного подшипника 10 и двух упорных подшипников 8.
Что такое контакты? | Разработка крепежа
Автор Джоди Муэланер
Некоторые обычные штифты, используемые в качестве механических креплений. Слева направо: дюбели, штифты с прорезями, спиральные и шплинты.
Существует несколько различных типов застежек, которые можно назвать штифтами. К ним относятся небольшие гвозди без головки, заостренные булавки, используемые для удержания ткани во время шитья, прикрепление бумаги к доске для булавок и тому подобное, а также несколько типов механических застежек.
Штифты — это механические застежки без резьбы, которые предназначены для вставки в предварительно сформированные отверстия.
Распространенные типы механических фиксирующих штифтов:
- Установочный штифт : Установочный штифт — это просто цилиндр из твердого материала, который вставляется через отверстие.
 Обычно отверстие имеет посадку с небольшим натягом, так что сжатие штифта и возникающее в результате трение надежно удерживают штифт на месте. Установочные штифты также обычно имеют скошенный конец, чтобы их можно было вставить. Деревянные дюбели используются в столярных изделиях, а металлические — для точной фиксации механических компонентов.
Обычно отверстие имеет посадку с небольшим натягом, так что сжатие штифта и возникающее в результате трение надежно удерживают штифт на месте. Установочные штифты также обычно имеют скошенный конец, чтобы их можно было вставить. Деревянные дюбели используются в столярных изделиях, а металлические — для точной фиксации механических компонентов. - Штифт с прорезью : Это штифт, сформированный из листового материала, свернутого в частичный цилиндр с фаской на каждом конце. Фаска позволяет вдавить штифт в отверстие, которое меньше диаметра штифта в свободном состоянии. Зазор в цилиндре позволяет штифту сжаться, чтобы войти в отверстие. Подрессоренная природа штифта надежно удерживает его в отверстии.
- Спиральный или спиральный роликовый штифт : Аналогичен штифту с прорезями, но листовой материал наматывается более чем на полный оборот.Таким образом, спиральный штифт более тяжелый, чем штифт с прорезью .
- Пружинный или роликовый штифт : это общий термин для штифтов с прорезями и спиральных штифтов.
- Штифт с пазами : Штифт с пазами представляет собой сплошной штифт, обычно стальной, с тремя пазами, обжатыми по всей длине или на части его длины. Это создает более эластичный штифт, чем цельный штифт, но более прочный, чем пружинный штифт. Его тоже забивают в плотную яму.
- Разъемный штифт : Штифт, согнутый пополам, так что оба конца могут быть вставлены в одно и то же отверстие.Обычно изготавливается из полукруглого профиля, так что два конца вместе образуют круг, который входит в отверстие. Изогнутый конец формируется в увеличенный конец, а двойной конец можно выгнуть наружу, чтобы предотвратить удаление штифта.
- Пружина : клиновой или конический штифт, который вставляется в отверстие. Конический характер означает, что он сжимается, когда он вбивается в отверстие, вызывая трение, которое не дает ему ослабнуть. Термин «шплинт» также иногда используется для обозначения шплинта, R-образного зажима или круглой шплинта, особенно в Соединенных Штатах.
Дюбель, клин, шплинт, паз, рулон, рифленый
Доступен во всех размерах и марках материалов
СПЕЦИАЛЬНОЕ ОБОРУДОВАНИЕ, ИЗГОТОВЛЕННОЕ ДЛЯ ВАШЕГО ПЕЧАТИ
ДОСТУПНЫЕ ПРЕДМЕТЫ ДЛЯ НЕМЕДЛЕННОЙ ОТГРУЗКИ
FCA включает в себя:
- Штифты шплинты
- Штифт конический
- Штифты вальцы
- Установочные штифты
- Штифт с канавкой
- Штифты с накаткой
Пружинный шплинт (также известный как шплинт) представляет собой металлическую застежку с двумя зубцами, которые изгибаются во время установки, подобно скобе или заклепке.Обычно шплинты изготавливаются из проволоки с полукруглым поперечным сечением и бывают разных размеров и типов. В Великобритании традиционно использовался термин «шплинт», а термин «шплинт» используется для обозначения круглой шплинта, который использовался для крепления кривошипов велосипедных педалей к валу.
Новый шплинт (см. Рисунок, A) будет иметь плоские внутренние поверхности, соприкасающиеся на большей части его длины, так что он выглядит как разрезной цилиндр (рисунок, D). После вставки два конца штифта сгибаются, фиксируя его на месте (рисунок, B).Чтобы облегчить начальное отделение зубьев, один зуб шплинта часто заметно длиннее другого; и для облегчения вставки в отверстие более длинный зубец часто слегка изогнут или скошен, чтобы перекрывать кончик более короткого зубца.
Шплинты часто используются для закрепления других крепежных деталей, например штифты с головкой под вилку, а также используются в сочетании с дисками из ДВП в качестве традиционной техники соединения плюшевых мишек [1]. Зубчатая гайка имеет зубчатый венец, поэтому можно использовать шплинт, чтобы предотвратить ее ослабление.
Штифты шплинта обычно изготавливаются из очень мягкого металла, что упрощает их установку и удаление, но также делает нецелесообразным их использование для противодействия сильным поперечным силам. Рекомендуется всегда заменять шплинт, а не использовать его повторно, чтобы из-за усталости металла он не вышел из строя.
Рекомендуется всегда заменять шплинт, а не использовать его повторно, чтобы из-за усталости металла он не вышел из строя.
Пружинные шплинты, иногда называемые R-образными шплинтами из-за их формы, также доступны, которые не предназначены для постоянного изгиба. В этой конструкции только одна часть штифта проходит через вал, который должен быть закреплен, а другая часть изогнута, чтобы огибать вал снаружи (рисунок, C).Этот тип штифта обычно изготавливается из круглой проволоки и более твердого металла, чем у традиционных шплинтов.
Штифт с головкой — это тип крепежа, который позволяет вращать соединяемые детали вокруг оси штифта. Штифт с головкой под вилку состоит из головки, стержня и отверстия. Отверстие проходит через хвостовик на конце штифта, противоположном головке. Через отверстие вставляется шплинт, чтобы удерживать шплинт на месте после сборки деталей, которые необходимо закрепить.
Обычно шплинт используется с дужкой. Прямая дужка похожа на букву C, с отверстиями на каждом конце; когда вы вставляете штифт с головкой, вы создаете D с вилкой, способной вращаться вокруг оси штифта. Скручивающаяся дужка образует петлю под прямым углом к оси вращения.
Прямая дужка похожа на букву C, с отверстиями на каждом конце; когда вы вставляете штифт с головкой, вы создаете D с вилкой, способной вращаться вокруг оси штифта. Скручивающаяся дужка образует петлю под прямым углом к оси вращения.
Большой болт может функционировать как шплинт, но болт не предназначен для восприятия бокового напряжения, которое должен выдерживать шплинт. Головки шплинтов, продаваемых на фермах или для других типов оснастки, обычно больше и безопаснее в использовании.
Старые орудия, предназначенные для буксировки бригадой тягловых животных, требуют прикрепления скручивающейся скобы.
Как и установочный винт, штифт с головкой под головку часто используется для предотвращения смещения двух других деталей относительно друг друга. Штифт с головкой под вилку менее регулируем, поскольку он может удерживать две части ровно в одном относительном положении (поскольку отверстия должны быть просверлены в обеих частях). Штифт с головкой с головкой также более надежен, так как менее подвержен расшатыванию из-за вибрации.
Штифт с головкой с головкой также более надежен, так как менее подвержен расшатыванию из-за вибрации.
Типичное применение штифтов с головкой под головку — крепление талрепов в такелажном оборудовании.Штифты Clevis широко используются в оснастке парусных лодок, а также в автомобильной, авиационной и строительной отраслях.
Установочный штифт
Закаленные установочные штифты точной формы используются для точного выравнивания компонентов машины; они также используются в качестве направляющих для расположения смежных деталей машины и для сохранения совмещения двух секций пуансона и матрицы.
Конический штифт
Конический штифт — это крепеж, используемый в машиностроении.Это стальные стержни, у которых один конец имеет немного больший диаметр, чем другой. Конические штифты стандартного дюймового размера имеют заострение на диаметре 1:48, в то время как метрические штифты имеют конусность 1:50. Конус 1:48 означает, что один конец стержня длиной 4 фута (48 дюймов) будет на 1 дюйм меньше в диаметре, чем другой конец. В меньших размерах это конус 1/4 дюйма на длине 1 фута.
Конус 1:48 означает, что один конец стержня длиной 4 фута (48 дюймов) будет на 1 дюйм меньше в диаметре, чем другой конец. В меньших размерах это конус 1/4 дюйма на длине 1 фута.
Пазовые штифты
Штифт с канавкой — это цельный цилиндрический штифт с тремя продольными канавками, изготовленный из прутка или рулонного материала.Три канавки вдавлены в цилиндрический корпус для увеличения его диаметра до размера, превышающего его номинальный диаметр, точно контролируемым образом. Материал смещается, но не удаляется со штифта в процессе.
FCA Вмещает шесть основных типов в широком диапазоне диаметров, длин, материалов и отделки.
1 Полная длина
2A половинной длины
3H Параллельный, симметричный по всей длине для бункерной подачи
5 Промежуточный центр
24 Четверть Параллельно
67 Параллель половинной длины с кольцевой канавкой
Преимущества штифта с канавкой
- Они выдерживают сильные удары и вибрацию.
- Они прочные.
- Они доступны с различными типами канавок для более широкого спектра применений.
- Для них требуется только прямолинейное отверстие.
- Они сокращают количество этапов сборки.
- Они могут приводиться в движение молотком, пневмоцилиндром или гидравлическим прессом.
- Для автоматической установки они могут иметь бункерную подачу.
- Они позволяют легко установить и быстро собрать.
- Их можно снимать и использовать повторно.
Штифт с накаткой
Они похожи на рифленые штифты, потому что имеют зубцы вокруг номинального диаметра штифта. Штифт с накаткой отличается от штифта с насечкой, в то время как на штифте с накаткой имеется много зубцов. Кроме того, рифленые штифты обычно формуются в рулонах, а рифленые штифты обжимаются. Участок с накаткой может иметь конфигурацию прямой накатки, винтовой накатки или ромбовидной накатки. Штифты с накаткой доступны с номинальным диаметром от 3/32 дюйма до 3/8 дюйма и длиной от 3/16 дюйма до 3
Штифты с накаткой доступны с номинальным диаметром от 3/32 дюйма до 3/8 дюйма и длиной от 3/16 дюйма до 3
Функция
Зубцы на штифте с накаткой при сжатии путем вставки в отверстие создают силы, удерживающие застежку на месте. Радиальные силы более равномерно распределяются по диаметру отверстия для штифтов с накаткой, чем для штифтов с канавками. Это связано с тем, что штифт с накаткой имеет больше точек контакта с отверстием, чем штифт с рифлением. Зубцы могут проткнуть стыковочное отверстие, если материал более мягкий и пластичный, чем материал штифта.
Величина расширения зависит от шага накатки. Крупные накатки обеспечивают большее расширение, чем мелкие накатки. Штифт с накаткой должен иметь как минимум 15 зубцов для обеспечения надлежащей подачи и качения. Количество зубцов должно быть целым, чтобы обеспечить правильное отслеживание и избежать скольжения. Допуск по расширенному диаметру составляет +/-. 002.
Допуск по расширенному диаметру составляет +/-. 002.
Обратитесь за помощью в определении правильного шага накатки для ваших приложений.
Роликовый штифт
Выбор дюбелей и штифтов для автоматической сборки
Загрузите PDF-файл этой статьи.
Когда компания автоматизирует процесс сборки, крепежные штифты, которые будут использоваться во время сборки, так же важны, как и оборудование для автоматизации.
Двумя главными мотивами для компаний, предпочитающих использовать автоматическое крепление вместо ручного, являются повышение производительности и сокращение затрат. К сожалению, многие менеджеры не осознают, какое влияние оказывают застежки на достижение этих целей. Не все застежки легко сориентировать, подать или установить. Кроме того, чем больше инструментов потребуется для ориентации и доставки застежки, тем дороже будет оборудование. Если вы действительно хотите повысить производительность и снизить затраты, важно выбрать крепеж, который соответствует требованиям приложения и способствует автоматизации.
Если вы действительно хотите повысить производительность и снизить затраты, важно выбрать крепеж, который соответствует требованиям приложения и способствует автоматизации.
Проблемы с крепежом
Решения, которые определят успех и упростят автоматизацию, принимаются на этапе проектирования сборки. Одна из распространенных ошибок здесь — ставить стоимость крепежа выше стоимости крепления. Любые деньги, сэкономленные на крепежных изделиях, могут быть быстро израсходованы за счет сложного оборудования автоматизации, снижения производительности из-за увеличения продолжительности цикла сборки и простоя оборудования.Компаниям следует сосредоточиться на крепеже с минимальной стоимостью установки. Как правило, это постоянно установленные крепежные детали, которые вдавливаются в отверстия, а не ввинчиваются в них, и при этом не требуется дополнительных операций по удержанию.
Есть несколько общих соображений, о которых следует помнить, думая об автоматизации установки крепежа. Например, решающее значение имеет отношение длины крепежа к диаметру. Любая деталь с отношением длины к диаметру менее 1: 1 может опрокинуться и заклинить в подающих трубках.Также рекомендуется, чтобы крепежные детали были чистыми и рассортированными. Грязные крепления не только приводят к прилипанию некоторых деталей к чаше кормушки, но и к застреванию в подающих трубках. Несортированные крепежные детали могут застрять в установочном оборудовании. Это может быть дорогостоящим, если драгоценное время тратится на поломку машины для устранения замятия.
Например, решающее значение имеет отношение длины крепежа к диаметру. Любая деталь с отношением длины к диаметру менее 1: 1 может опрокинуться и заклинить в подающих трубках.Также рекомендуется, чтобы крепежные детали были чистыми и рассортированными. Грязные крепления не только приводят к прилипанию некоторых деталей к чаше кормушки, но и к застреванию в подающих трубках. Несортированные крепежные детали могут застрять в установочном оборудовании. Это может быть дорогостоящим, если драгоценное время тратится на поломку машины для устранения замятия.
Инженеры-конструкторы и сборщики должны ознакомиться с особенностями крепежа, которые влияют на успех проекта автоматизации. Для этого обсуждения функции были разбиты на симметричные и несимметричные.
Крепеж несимметричный
Несимметричные крепежные элементы сложно автоматизировать в зависимости от их характеристик. Они требуют ориентации «встык», поэтому необходимы более дорогие инструменты, чем для симметричных креплений.
Для использования традиционных методов автоматизации крепежные детали с головкой, такие как шпильки с головкой, а также винты и болты, должны висеть за головку. Хорошее практическое правило состоит в том, что разница между диаметрами головы и тела должна составлять минимум 20%.Этого достаточно, чтобы механическое оборудование могло отличаться друг от друга, чтобы можно было ориентировать и подвешивать застежки. Если разница между диаметрами может составлять от 20% до 30%, можно избежать более высоких затрат на инструмент. Головки с несоответствующим диаметром головки или валы имеют тенденцию застревать на подающей шине.
Застежки с плоской головкой лучше подходят для автоматизации, так как плоский инструмент для вставки легче прижать к плоской поверхности, при этом удерживая застежку прямо, чем на круглой поверхности.(Инструмент, называемый пинолью, выталкивает крепеж из установочной машины в отверстие в сборке.) Затраты на подачу, ориентацию и установку крепежных изделий с головкой делают критически важным обеспечение того, чтобы приложение действительно требовало застежки с головкой, прежде чем указывать ее.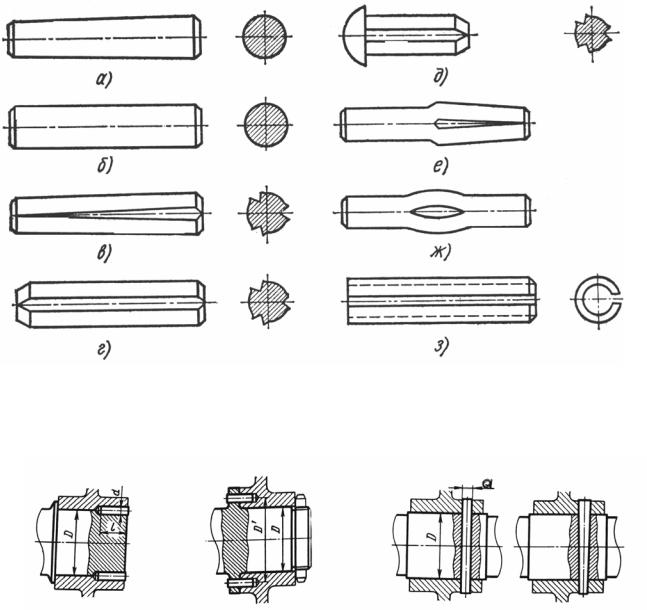 .
.
Несимметричные крепежные детали без головки также должны иметь некоторый дифференциал, если вы собираетесь использовать традиционный метод подачи, подвешивая их на рельсах. Это может быть разница в 20% между диаметром корпуса и элемента или значительный дисбаланс веса не менее 10% между концами застежки.(В принципе, при установке набора рельсов естественная тенденция крепления должна быть каждый раз падать в одном определенном направлении.) Если это не так, необходимо разработать более сложный метод ориентирования. Можно выбрать один из нескольких методов: визуальный, лазерный, оптический датчик или измерительная втулка. Однако использование симметричных крепежных элементов позволяет компаниям существенно сэкономить на стоимости средств автоматизации
.Симметричные застежки
Симметричные крепления дают инженерам непрерывный профиль, который идеально подходит для автоматизации.Их легче всего кормить, потому что они практически не требуют ориентации. По сути, все, что нужно, — это машина, которая доставляет детали по прямой линии к подающей трубе. После ориентации эти детали обычно по трубе подают к некоторому типу установочного оборудования. Некоторые примеры симметричных креплений включают прямые (установочные) штифты, рифленые штифты, рифленые штифты, а также штифты с прорезями и спиральными пружинами.
После ориентации эти детали обычно по трубе подают к некоторому типу установочного оборудования. Некоторые примеры симметричных креплений включают прямые (установочные) штифты, рифленые штифты, рифленые штифты, а также штифты с прорезями и спиральными пружинами.
Однако у симметричных креплений есть несколько недостатков.Например, прямые установочные штифты сильно зависят от основного материала (материала, в который они вставляются) для удержания. Это означает, что подготовка отверстия может быть дорогостоящей, поскольку для получения требуемых жестких допусков требуется расширение. (Исключение составляют случаи, когда эти штифты используются в пластике, потому что отверстия отлиты в форму, а пластик щадящий.)
Чтобы компенсировать некоторые недостатки прямых сплошных установочных штифтов, инженеры разработали штифты с канавками и насечками.Диаметр канавок и накаток должен быть больше диаметра отверстия. Когда для прочности используется закаленный рифленый штифт, основной материал деформируется — хотя и не в такой степени, как при использовании прямого сплошного штифта. Штифты с накаткой врезаются в основные компоненты. Однако ни рифленые, ни рифленые штифты не требуют жестких допусков, необходимых для прямых сплошных штифтов. Тем не менее, усилия вставки обычно намного выше для всех сплошных штифтов, что может значительно повысить стоимость оборудования автоматизации.Кроме того, твердые штифты должны деформировать основной материал для удержания, поэтому существует вероятность появления трещин или повреждений компонентов во время установки.
Штифты с накаткой врезаются в основные компоненты. Однако ни рифленые, ни рифленые штифты не требуют жестких допусков, необходимых для прямых сплошных штифтов. Тем не менее, усилия вставки обычно намного выше для всех сплошных штифтов, что может значительно повысить стоимость оборудования автоматизации.Кроме того, твердые штифты должны деформировать основной материал для удержания, поэтому существует вероятность появления трещин или повреждений компонентов во время установки.
Пружинные пальцы
Чтобы компенсировать недостатки цельных штифтов, конструкторы разработали пружинный штифт. Когда пружинный штифт вбивается в отверстие, пружинное действие штифта позволяет ему сжиматься, принимая диаметр отверстия. После установки радиальные силы, прилагаемые штифтом к стенке отверстия, обеспечивают самоудержание.Правильно выбранные пружинные штифты не деформируют удерживаемый материал, поэтому основной компонент не повреждается, а усилия при установке ниже. Кроме того, пружинные штифты могут компенсировать допуски отверстий и незначительные несовпадения отверстий.
Пружинные штифты бывают двух типов: шлицевые и спиральные.
Штифты со шлицами имеют зазор, позволяющий им сгибаться. Из-за производственного процесса эти штифты не имеют ровных фаски или прямоугольных концов. Штифты с прорезями — отличный способ сократить расходы на ручную установку, однако при автоматизации настоятельно рекомендуется избегать этих штифтов.Самая большая проблема при автоматизации установки со шлицевыми штифтами связана с неквадратными концами. Когда штифт с прорезью входит в спусковой механизм установочной машины, его неровный конец стремится зацепиться за штифт над ним в подающей трубке и предотвратить продвижение штифта. Зазор также может привести к блокировке продольных штифтов и заклиниванию устройства для установки штифтов.
Метод профилирования, используемый для изготовления штифтов с прорезями, также может привести к получению изогнутой детали или детали в форме банана. Это потому, что штифты имеют тенденцию растягиваться в прорези и сокращаться на 180 градусов. из слота. Напряжения, передаваемые штифтам в процессе термообработки / закалки, также имеют тенденцию к деформации штифтов с прорезями. Если штифт не прямой, он не пройдет через выпускную втулку в подающей чаше и, следовательно, никогда не попадет в подающую трубку. Наконец, чтобы максимизировать прочность, штифты с прорезями должны быть ориентированы так, чтобы приложенная сила проходила непосредственно через зазор. Это может быть сложно автоматизировать и дорого.
из слота. Напряжения, передаваемые штифтам в процессе термообработки / закалки, также имеют тенденцию к деформации штифтов с прорезями. Если штифт не прямой, он не пройдет через выпускную втулку в подающей чаше и, следовательно, никогда не попадет в подающую трубку. Наконец, чтобы максимизировать прочность, штифты с прорезями должны быть ориентированы так, чтобы приложенная сила проходила непосредственно через зазор. Это может быть сложно автоматизировать и дорого.
Штифты со спиральной пружиной
Чтобы компенсировать недостатки как цельного, так и шлицевого пальца, инженеры разработали пальцы со спиральной пружиной.Эти штифты изготавливаются из полосового материала, свернутого в спиральную пружину из 1,5 или 2,25 витка. У них есть несколько функций, которые способствуют безотказной автоматизации. Спиральные штифты никогда не вставляются и не блокируются, потому что у них нет пазов. В дополнение к пружинной природе штифта, квадратные, четко очерченные концы в сочетании с гладкой концентрической входной фаской и смешанным радиусом исключают острые края и углы, которые могут «врезаться» в стенку отверстия, тем самым снижая силы вставки.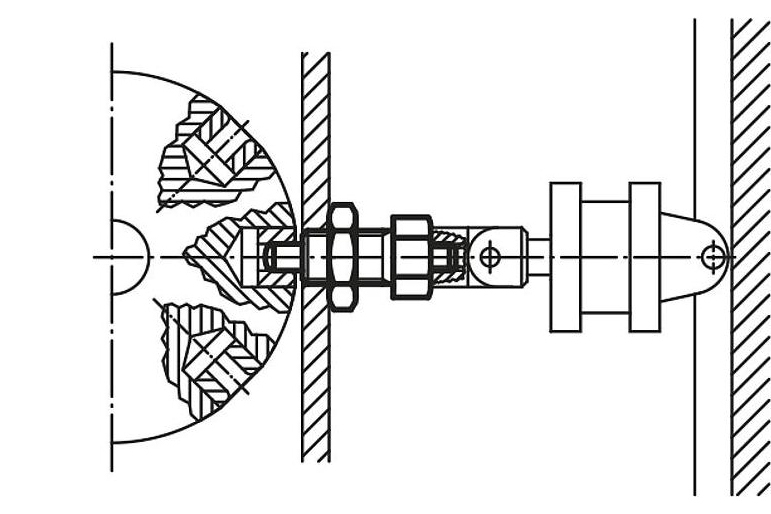 Концентричность фаски помогает совмещать их с основанием и сопрягаемыми отверстиями.Кроме того, этот штифт не обязательно должен быть ориентирован на прочность. Эти атрибуты могут значительно сократить время простоя во время сборки, снизить затраты на оборудование и привести к беспроблемной сборке.
Концентричность фаски помогает совмещать их с основанием и сопрягаемыми отверстиями.Кроме того, этот штифт не обязательно должен быть ориентирован на прочность. Эти атрибуты могут значительно сократить время простоя во время сборки, снизить затраты на оборудование и привести к беспроблемной сборке.
Долговечность (или толщина материала) спиральных штифтов может варьироваться для обеспечения наилучшего сочетания прочности и гибкости. Более легкие штифты требуют меньшего усилия вставки, что снижает стоимость оборудования для автоматизации, поскольку можно использовать меньший цилиндр и / или станок.В приложениях, где подходит этот штифт, простота автоматизации делает его крепежным элементом с минимальной стоимостью установки.
Имейте в виду, что практически все можно автоматизировать, если есть достаточно времени и денег. Но, рассматривая крепеж на этапе проектирования, компании могут добиться автоматической установки крепежа с минимальными затратами на установку.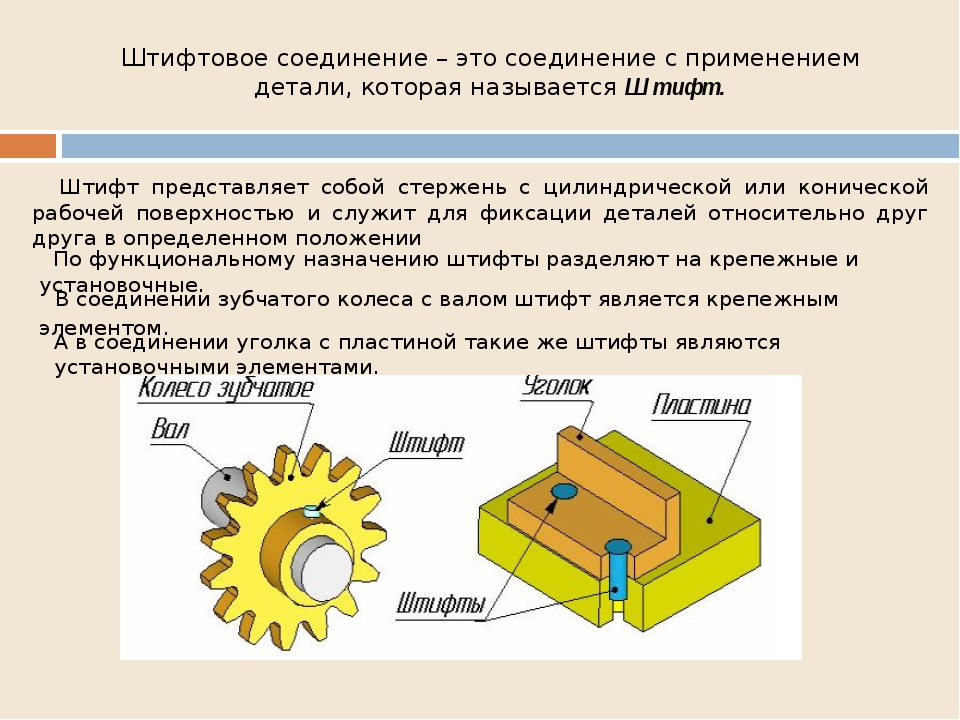
Простое руководство по проектированию долговечных конструкционных штифтов — опытный инженер
На протяжении моей карьеры мне приходилось накладывать тысячи булавок.У всех есть свои уникальные нагрузки и критерии проектирования. Они варьируются от штифтов, которые не вращаются, до штифтов, которые вращаются на трех поверхностях и имеют нагрузку в нескольких направлениях.
Если конструктивный штифт спроектирован правильно, он должен хорошо работать в течение всего срока службы продукта. Правильно спроектированный структурный штифт учитывает все следующие аспекты:
- Материал
- Твердость
- Шероховатость поверхности
- Обработка поверхности
- Удерживающий механизм (механизмы)
- Сборка / разборка
При выборе материала a Материал: Необходимо учитывать три основных фактора: прочность, твердость и качество поверхности.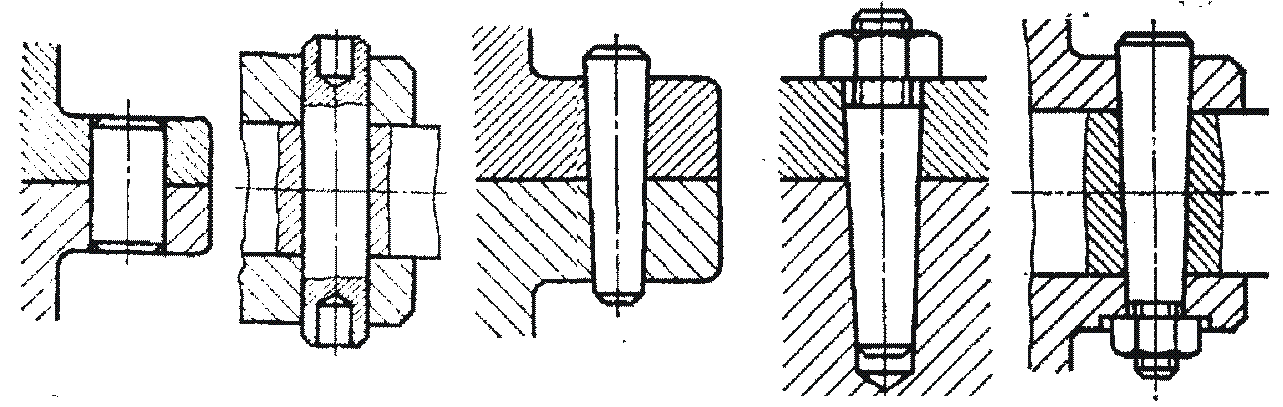 Каждый из них играет решающую роль в том, как пин будет работать в приложении.
Каждый из них играет решающую роль в том, как пин будет работать в приложении.
Strength — Материал для штифтов должен быть прочным. Прочный штифт уменьшит диаметр, что снизит вес и упростит установку.
Твердость — Штифт также должен быть твердым или, по крайней мере, иметь возможность закаливания. Твердый штифт будет противостоять выдавливанию, истиранию и вмятин от роликовых или шариковых подшипников. Это означает, что процентное содержание углерода (последние 2 цифры номера сплава) будет выше (более 40, т.е. 1045 или 1144).В этом случае вам нужно следить за свариваемостью материала. Для этого потребуется специальная сварочная проволока и возможность предварительного нагрева и контролируемого охлаждения. Если булавка окажется недостаточно твердой, обратите внимание на индукционную закалку. Это процесс, при котором материал нагревается за счет электромагнитной индукции, а затем быстро закаливается. Он увеличивает мартенситный состав на поверхности, что приводит к увеличению твердости.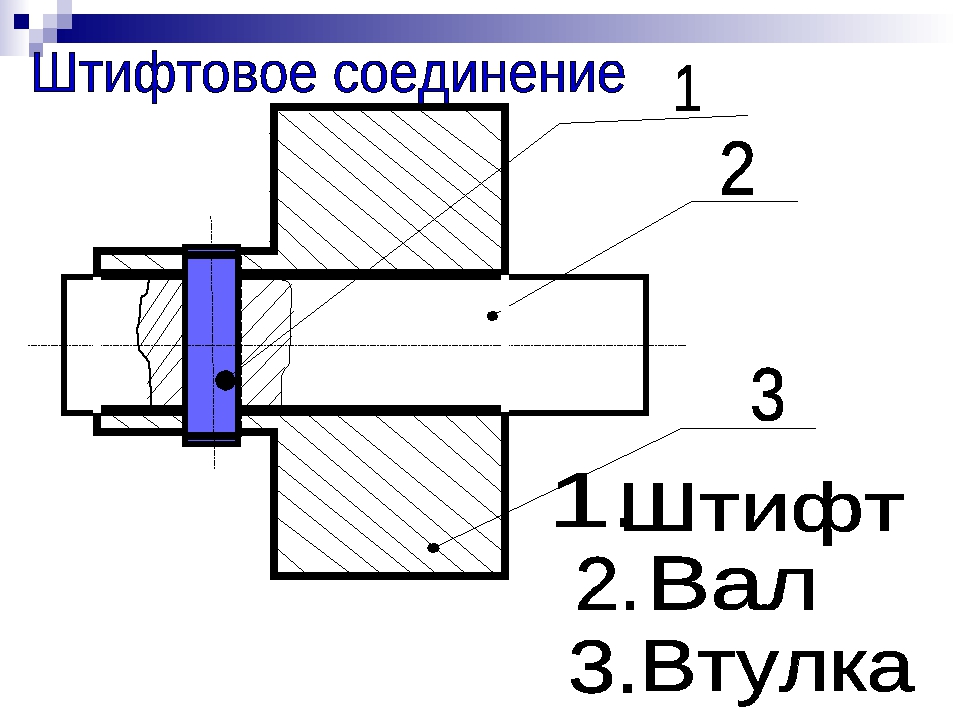 При проектировании для сферического подшипника без прессования убедитесь в индукционной закалке.В этом случае подшипник будет вращаться между штифтом и внутренним диаметром сферического подшипника. Закалка штифта предотвратит истирание.
При проектировании для сферического подшипника без прессования убедитесь в индукционной закалке.В этом случае подшипник будет вращаться между штифтом и внутренним диаметром сферического подшипника. Закалка штифта предотвратит истирание.
Шероховатость поверхности — Чистота поверхности — это способ измерения шероховатости поверхности. Для большинства применений со штифтами вы хотите, чтобы материал был гладким с чистотой поверхности ниже 16Ra для большинства применений. Использование точеных, шлифованных и полированных (TGP) или вытянутых, шлифованных и полированных (DGP) материалов обеспечивает внешний диаметр с жесткими допусками и очень гладкую поверхность.
Поверхность — Штифты нуждаются в покрытии, чтобы предотвратить их ржавление. Ржавую булавку вынимать неинтересно. Имейте в виду, что хорошо покрытый штифт может заржаветь до незавершенного отверстия. Обязательно минимизируйте это, используя противозадирный состав при сборке и ремонте.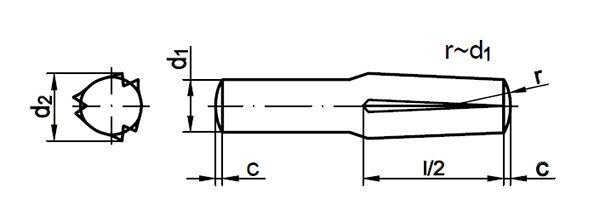 За свою карьеру я вытащил много булавок пневматическим молотком или резаком. Не смешно. Я расскажу о некоторых наиболее распространенных вариантах отделки.
За свою карьеру я вытащил много булавок пневматическим молотком или резаком. Не смешно. Я расскажу о некоторых наиболее распространенных вариантах отделки.
- Цинкование — вероятно, одна из самых распространенных видов отделки.Это технически известно как покрытие шестивалентным хромом. Цинкование практически не защищает от коррозии, а добавление хрома обеспечивает почти 100-часовую стойкость к солевому туману. К сожалению, шестивалентный хром попал в список RoHS (сокращение вредных веществ) и быстро уходит в прошлое. Возможно, вы помните, что шестивалентный хром был основой фильма Эрин Брокиович. Покрытие также мягкое и легко царапается. Кстати, была сделана попытка заменить шестивалентный хром трехвалентным хромом.Не поддавайтесь на это, защита от коррозии меньше чем на треть.
- Цинк-фосфатирование — это хороший метод покрытия стали. Основными недостатками являются то, что он легко трескается и его нельзя ударить молотком, что может вызвать проблемы при установке.
 Кроме того, рейтинг солевого тумана невысокий и длится примерно столько же, сколько и порошковое покрытие.
Кроме того, рейтинг солевого тумана невысокий и длится примерно столько же, сколько и порошковое покрытие. - Жесткий хром — это мой личный фаворит. Хром обеспечивает отличную защиту от коррозии, а также очень гладкую и твердую поверхность. Его можно купить как предварительно хромированный стержень и легко использовать в нескольких материалах.
- Нитрокарборизация — это покрытие, также известное как азотирование, наносится путем впитывания химикатов на поверхность стали. Этот процесс не похож на гальванику, поскольку химикаты могут попасть в каждую трещину и щель на штифте. Поскольку это процесс замачивания, он не увеличивает толщину детали, а пропитывает ее под поверхностью. Кроме того, он оставляет красивую черную отделку, которая представляет собой тонкую пленку окисления. Когда штифт изнашивается подшипником, этот слой отслаивается, оставляя хромовую отделку.Он также немного укрепляет поверхность. Основным недостатком использования нитрокарборирования является снятие напряжения, возникающее в процессе замачивания.
 Этот процесс обычно снижает предел текучести примерно на 15%. Если бы это было не так, каждая булавка, которую я специфицировал, имела бы такую отделку. Решая использовать этот процесс, обязательно протестируйте материал на предел текучести, твердость и относительное удлинение. Для сравнения используйте образцы с покрытием и без покрытия.
Этот процесс обычно снижает предел текучести примерно на 15%. Если бы это было не так, каждая булавка, которую я специфицировал, имела бы такую отделку. Решая использовать этот процесс, обязательно протестируйте материал на предел текучести, твердость и относительное удлинение. Для сравнения используйте образцы с покрытием и без покрытия.
В целом, я выбрал материал для штифтов — предварительно хромированный Stressproof DGP (ASTM A311, класс B).Он имеет предел текучести 100 тысяч фунтов на квадратный дюйм, хорошую пластичность, сваривается и может подвергаться закалке до 130 тысяч фунтов на квадратный дюйм.
Удержание штифта — Следующее, на чем нужно сосредоточиться, — это удержание штифта и первый вопрос, который нужно задать, будет ли штифт вращаться при нормальной работе. Помните, что если он может вращаться, он всегда будет на неправильной или непредусмотренной поверхности. Если он не вращается, как в цилиндре выдвижения, может быть достаточно использования методов удержания, предотвращающих перемещение.
Примерами этого являются стопорные кольца, печенье или просверленные отверстия.Если штифт все же вращается, потребуется приложить усилие, чтобы заставить штифт вращаться на подшипниках.
Примерами таких штифтов являются штифты с приваренными флажками, фиксирующие пластины камертона и заглушки (или банджо). Мне больше всего нравится сварной шов на флаговой пластине. Если болт, удерживающий камертон или конусный глаз, выпадет, он может потеряться, что приведет к непреднамеренному перемещению пальца и времени простоя для замены.
Напротив, помеченный штифт будет сохранен. Кончик глаз также может сломаться в случаях с большими, сильно нагруженными суставами.Из-за этого я преобразовал большинство устаревших дизайнов «конский глаз» в дизайн сварных флажков.
Во всех случаях старайтесь иметь двойную фиксацию на каждом штифте. Двойное удержание требует отказа от двух вещей, прежде чем штифт можно будет удалить.
Сборка — Последнее, что нужно рассмотреть, это сборка и разборка. Обязательно начните с дизайна булавки. При использовании штифта с флажком я рекомендую повернуть вниз ступеньку в части стержня стержня, чтобы пластина флажка могла соскользнуть. Таким образом сварщик может легко найти пластину флажка.Во-вторых, это делает соединение более прочным, поэтому сварной шов нужно протянуть через пластину, чтобы он вышел из строя. Также важно смотреть на переднюю кромку. Мы все понимаем, что острая кромка на краю штифта затрудняет сборку. В большинстве конструкций штифтов на конце используется небольшая фаска под 45 °.
Обязательно начните с дизайна булавки. При использовании штифта с флажком я рекомендую повернуть вниз ступеньку в части стержня стержня, чтобы пластина флажка могла соскользнуть. Таким образом сварщик может легко найти пластину флажка.Во-вторых, это делает соединение более прочным, поэтому сварной шов нужно протянуть через пластину, чтобы он вышел из строя. Также важно смотреть на переднюю кромку. Мы все понимаем, что острая кромка на краю штифта затрудняет сборку. В большинстве конструкций штифтов на конце используется небольшая фаска под 45 °.
Они просты в изготовлении и относительно просты в установке. Это также позволяет уменьшить общую длину. По возможности, я рекомендую угол 30 ° с скруглением на каждом краю. При использовании подшипников с волоконной опорой это предотвратит разрыв в случае несоосности при установке.Если общая длина не позволяет получить более длинную фаску, попробуйте использовать «пулю». Пуля, названная из-за своей формы, представляет собой временный инструмент, который используется для вставки штифта, а затем извлечения. Пуля будет иметь фаску 30 ° (или меньше) с галтелями и просто болтами в отверстиях, используемых для установки удерживающей пластины.
Пуля будет иметь фаску 30 ° (или меньше) с галтелями и просто болтами в отверстиях, используемых для установки удерживающей пластины.
Последнее, что нужно учитывать при сборке, — это подумать о том, как детали будут закреплены в реальности. Достаточно ли места, чтобы вставить штифт? Нужно ли мне вырезать отверстие для крепления руля? Достаточно ли места, чтобы размахивать молотком, не касаясь дорогих или легко бьющихся предметов? Есть ли доступ к кранам или другому подъемному оборудованию, чтобы его можно было безопасно собрать?
Завершите продуманный процесс разборки.Могу ли я легко удалить шпильку? Могу ли я прикрепить скользящий молоток для облегчения разборки?
Как видите, дизайн штифтов требует очень много внимания, и мы даже не говорили о нагрузках! Цель этой статьи — позволить вам с уверенностью спроектировать штифт, который прослужит долгие годы надежного использования… с первого раза. Удачи в твоем дизайне.
Связанные
PINS EVENT FAQ — Pins Mechanical Company
Какие у меня варианты событий? Мы основываем все варианты проведения мероприятий в зависимости от размера группы, обычно до 20+ человек. Как правило, мы можем зарезервировать либо несколько дорожек для боулинга, либо «домашнюю базу» для большинства групп в обычные часы работы, и мы всегда рады проводить получастные мероприятия, полные частные выкупы и раннее открытие! Сборы и минимумы различаются. К сожалению, вечера пятницы и субботы нет.
Как правило, мы можем зарезервировать либо несколько дорожек для боулинга, либо «домашнюю базу» для большинства групп в обычные часы работы, и мы всегда рады проводить получастные мероприятия, полные частные выкупы и раннее открытие! Сборы и минимумы различаются. К сожалению, вечера пятницы и субботы нет.
Как вы резервируете место для мероприятий? У вас есть отдельная комната, которую я могу забронировать? Большинство наших мероприятий резервируют места в месте проведения, в то время как гости из публики могут перемещаться по зарезервированному месту.Ваш регион будет обозначен блоками бронирования — вы можете выбрать, какое название события вы хотите разместить в списке! Наши гости всегда очень уважительно относятся к этой системе. Мы не можем закрепить или закрепить зарезервированные участки. В некоторых местах есть полуприватные зоны, обратитесь к нам за дополнительной информацией!
Насколько он занят, нужно ли мне бронировать мероприятие для моей группы? Все наши точки расположены на огромных открытых складских площадях, поэтому мы действительно можем разместить группы любого размера в любое время! Даже когда мы бронируем мероприятия, мы всегда следим за тем, чтобы оставалось несколько дорожек, игр, столов и достаточно места для групповых прогулок. Если у вас большая вечеринка, вам (и нам!), Вероятно, будет проще запланировать мероприятие, но если у вас его нет, не позволяйте этому помешать вам прийти!
Если у вас большая вечеринка, вам (и нам!), Вероятно, будет проще запланировать мероприятие, но если у вас его нет, не позволяйте этому помешать вам прийти!
Есть ли минимум / максимум для резервирования событий? Обычно для бронирования наших мероприятий требуется минимальное время бронирования от двух до трех часов.
Каково пространство? Наше место действительно потрясающее! У нас так много олдскульных игр — боулинг, пинг-понг, мяч для бочче, гигантская дженга, патио-понг и множество автоматов для игры в пинбол в дополнение к идеальной ротации разливного пива, крафтовых коктейлей и супер веселых моктейлей.В зависимости от того, какой вариант мероприятия вы выберете, мы можем предложить сочетание сидячих и стоячих мест, хотя может не хватить сидячих мест для всех гостей одновременно, поскольку мы поощряем и ожидаем, что наши гости будут играть и общаться. Пожалуйста, взгляните на наши виртуальные туры, чтобы почувствовать пространство:
Что включает в себя мое бронирование на мероприятие? Независимо от того, какой вариант мероприятия вы выберете, ваше бронирование на мероприятие Плата за место проведения включает отведенное место и / или игры, зарезервированные для вашей группы. Напитки, чаевые, еда и любые дополнительные игры за пределами зарезервированной зоны не включены.
Напитки, чаевые, еда и любые дополнительные игры за пределами зарезервированной зоны не включены.
Можем ли мы разместить брендинг нашей компании в зарезервированной зоне? Вы были в Pins? Это серьезно и без того красиво, так что вам не нужно беспокоиться об украшении! Мы не допускаем никаких украшений или брендов, дополнительной мебели или аудио / видео предметов, включая, помимо прочего, скатерти, воздушные шары, баннеры, конфетти, столы, стулья, проекторы, мониторы, динамики, микрофоны, фотобудки и т. Д.
Как работает планка? Вы можете разместить барную вкладку для своей группы, или ваши гости могут нести личную ответственность за покупку своих напитков. Если вы решите разместить вкладку с панелью, мы предоставим вам шикарные браслеты, чтобы указать, что ваша группа находится на одной вкладке. Вы можете управлять вкладкой своего бара по общему предложенному времени, по конкретным предлагаемым пунктам меню, путем установки максимального предела расходов (до налога + чаевые) или с помощью любой их комбинации!
Какие у вас есть игры и сколько они стоят? Pins Mechanical Co. предлагает множество игр, которые различаются в зависимости от местоположения:
предлагает множество игр, которые различаются в зависимости от местоположения:
-
Боулинг Duckpin по цене 5 долларов США на человека за игру, обувь для боулинга не требуется. (Все места)
-
Пинг-понг за 10 долларов в час или 6 долларов за полчаса (Все места)
-
Бочче за 10 долларов в час или 6 долларов за полчаса, если позволяет погода (Дублин и Цинциннати)
-
Настольный футбол по цене 0,50 доллара США за игру (Все места)
-
Пинбол по цене 1 доллар США за игру (Все места)
-
Патио-понг доступен бесплатно, если позволяет погода (только Дублин и Колумбус)
-
Giant Connect 4 доступен бесплатно, если позволяет погода (все места)
-
Giant Jenga предоставляется бесплатно, если позволяет погода (все места)
Не волнуйтесь, есть банкомат + обменный автомат на- сайт!
Можно ли зарезервировать игры? Если вы решите зарезервировать дорожки для боулинга с утиной иглой, мы зарезервировали их для вашей группы и только для вашей группы! Все остальные игры обычно доступны в порядке очереди. Если вы заказываете частное мероприятие, все игры в зарезервированной зоне будут включены в плату за место проведения мероприятия! ** За исключением пинбола и настольного футбола, так как они всегда стоят $ 50 за игру и всегда требуют четверти для игры.
Если вы заказываете частное мероприятие, все игры в зарезервированной зоне будут включены в плату за место проведения мероприятия! ** За исключением пинбола и настольного футбола, так как они всегда стоят $ 50 за игру и всегда требуют четверти для игры.
Насколько он загружен, нужно ли мне бронировать мероприятие для моей группы? Все наши пины расположены на огромных открытых площадках, поэтому мы действительно можем разместить группы любого размера в любое время! Даже когда мы бронируем мероприятия, мы всегда следим за тем, чтобы оставалось несколько дорожек, игр, столов и достаточно места для групповых прогулок.Если у вас большая вечеринка, вам (и нам!), Вероятно, будет проще запланировать мероприятие, но если у вас его нет, не позволяйте этому помешать вам прийти!
Вы подаете еду? В некоторых местах также есть вращающиеся тележки с едой, спросите нас для получения более подробной информации! У нас нет кухни в Pins, но вы можете принести / заказать любую еду и закуски, которые вам нравятся — просто не забудьте взять с собой тарелки, посуду и салфетки! Мы не можем разрешить использование каких-либо напитков вне дома.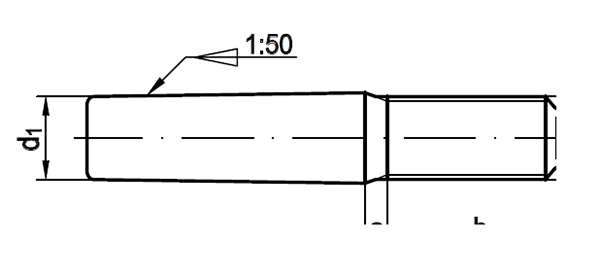
Могу ли я проводить детские вечеринки? Мы в первую очередь бар, поэтому обычно не устраиваем детские вечеринки. Однако мы все возрасты каждый день до 8 вечера! Требуется один взрослый (старше 21 года) на одного-двух детей до 21 года.
Где я могу узнать больше? Посетите нас на www.pinsbar.com или напишите нам по адресу [email protected].
Регистрационная информация — Машиностроение
Ожидания для регистрации Назначение:
Академические консультанты ожидают, что студенты придут на встречу с регистрацией с распечатанной копией своего POS-терминала, которая обновляется для следующего семестра (семестров).При прохождении общеобразовательного или технического факультатива студенту необходимо иметь конкретный курс, который он рассматривает, отмеченный на POS. Все курсы должны быть помечены, чтобы указывать, каким требованиям для окончания они соответствуют (например, TE-3, GE-1, WAC).
Студенты должны быть готовы обсудить:
Области отраслевых интересов
Рекомендации по стажировке / совместной работе
Учеба за рубежом
Другое экспериментальное обучение
Академическая успеваемость
Карьера и повышение квалификации
Процесс регистрации и график:
Студент обязан знать свой регистрационный статус (старший, приоритетный и т. Д.).) и назначить встречу с их научным руководителем до начала их временного билета. Студенты получают уведомление по электронной почте, когда научный руководитель начнет посещать студентов для записи на прием. Это электронное письмо будет содержать подробную информацию о том, как подготовиться к 30-минутной встрече, а также как назначить встречу с помощью системы онлайн-планирования. Запись на прием обычно начинается примерно на шестой неделе семестра.
Процесс регистрации для студентов за пределами кампуса:
Вы получите электронное письмо от своего научного консультанта с инструкциями, включая документацию, которую необходимо отправить обратно (т. е. обновленный план обучения), чтобы ваш PIN-код был выпущен для регистрации. У вас будет конкретный срок, чтобы ответить вашему консультанту с необходимой документацией. Как только ваш POS будет одобрен, ваш научный консультант отправит ваш PIN-код по электронной почте до времени регистрации. Несоблюдение срока возврата необходимой документации приведет к раскрытию вашего ПИН-кода во время открытой регистрации.
е. обновленный план обучения), чтобы ваш PIN-код был выпущен для регистрации. У вас будет конкретный срок, чтобы ответить вашему консультанту с необходимой документацией. Как только ваш POS будет одобрен, ваш научный консультант отправит ваш PIN-код по электронной почте до времени регистрации. Несоблюдение срока возврата необходимой документации приведет к раскрытию вашего ПИН-кода во время открытой регистрации.
Текущие студенты, пропустившие регистрацию:
Если студент пропустит запланированную встречу для регистрации или отменит встречу, ему не будет разрешено перенести дату до начала своего временного билета.Это необходимо для того, чтобы все студенты имели возможность встретиться со своим научным руководителем до начала их временного билета. Консультанты свяжутся со студентами, которые пропустят или отменит встречу, в отношении переноса времени после того, как все студенты будут осмотрены для целей регистрации. Если студент пропускает или отменяет вторую встречу, он должен будет дождаться начала открытой регистрации, чтобы увидеть своего консультанта. Консультанты не имеют возможности назначать студентам несколько встреч в своих календарях в течение периода регистрации из-за большого количества студентов, которые должны быть увидены.
Консультанты не имеют возможности назначать студентам несколько встреч в своих календарях в течение периода регистрации из-за большого количества студентов, которые должны быть увидены.
Студенты, которые не готовы к регистрации Назначение:
Академические консультанты оставляют за собой право отказать студенту, если они сочтут, что студент прибыл неподготовленным к записи. Примеры неподготовленности могут включать, но не ограничиваются:
- Нет плана обучения
- План обучения не обновлен (тот же POS с прошлого семестра, почерк на POS с последнего приема)
- План исследования с множеством предварительных ошибок
- В плане исследования отсутствуют этикетки
Если студента не увидят во время запланированного приема по причине неподготовленности, это будет считаться пропущенным приемом (см. Политику в отношении пропущенных приемов для регистрации).
Текущие студенты, которые опаздывают на регистрацию:
Если студент прибывает на назначенную встречу для регистрации на 10 или более минут позже, это будет считаться пропущенной встречей (см. Политику в отношении пропущенных регистрационных встреч). Запись на прием запланирована на 30-минутные интервалы. Ожидается, что встречи со студентами продлятся не менее 20 минут, а оставшиеся 10 минут зарезервированы для консультантов, чтобы внести исправления в ваш план MyPurdue, ввести любые необходимые изменения и вести общий учет.Консультанты назначают студентов каждые 30 минут. Чтобы уважать время других студентов и консультантов, студенты не будут замечены, если они прибудут поздно, и запись на прием не может быть полностью завершена в отведенное время.
Политику в отношении пропущенных регистрационных встреч). Запись на прием запланирована на 30-минутные интервалы. Ожидается, что встречи со студентами продлятся не менее 20 минут, а оставшиеся 10 минут зарезервированы для консультантов, чтобы внести исправления в ваш план MyPurdue, ввести любые необходимые изменения и вести общий учет.Консультанты назначают студентов каждые 30 минут. Чтобы уважать время других студентов и консультантов, студенты не будут замечены, если они прибудут поздно, и запись на прием не может быть полностью завершена в отведенное время.
Это неделя моего тайм-билета, но я еще не назначил встречу со своим консультантом. Сможет ли консультант приспособиться ко мне?
Студент несет ответственность за то, чтобы знать информацию о своем конкретном временном билете и попасть в календарь своего консультанта до начала этого временного билета.Консультанты не будут делать исключения или открывать свои календари для студентов, которые не назначили встречу до начала их рабочего времени.
Информация о регистрах:
Учащиеся должны принять меры в отношении любых задержек в своей учетной записи, чтобы иметь возможность зарегистрироваться на занятия. Дополнительную информацию об удержаниях и способах их удаления можно найти на веб-странице Офиса регистратора: http://www.purdue.edu/registrar/currentStudents/students/holds.html. Советники не могут удалять или отменять удержания. Учащийся обязан предпринять соответствующие действия, необходимые для снятия всех зацепок.
Как я могу найти свой билет на время регистрации?
Билеты на время регистрации публикуются в MyPurdue на вкладке «Регистрация».
Как я могу найти свой регистрационный PIN-код?
Чтобы узнать, как найти свой PIN-код, перейдите по этой ссылке (https://engineering.purdue.edu/ME/Undergraduate/FAQ.html # регистрация).
Основной курс ME, который мне нужно пройти, заполнен, что мне делать?
Если основной курс ME (не общеобразовательный или технический факультатив) является полным, студент должен отправить своему научному руководителю по электронной почте следующую информацию — имя, PUID и курс (и), которые заполнены. Научный руководитель сообщит заместителю отдела расписания отдела, который, в свою очередь, расследует, можно ли добавить больше места. Если будет добавлено больше места, научный руководитель уведомит студента, чтобы он контролировал систему регистрации.Если место не может быть добавлено, консультант даст студенту рекомендации.
Научный руководитель сообщит заместителю отдела расписания отдела, который, в свою очередь, расследует, можно ли добавить больше места. Если будет добавлено больше места, научный руководитель уведомит студента, чтобы он контролировал систему регистрации.Если место не может быть добавлено, консультант даст студенту рекомендации.
Я получаю предварительное условие или другую ошибку регистрации при попытке зарегистрироваться на курс ME. Что мне делать?
Отправьте своему научному руководителю электронное письмо с вашим именем, PUID и курсом ME, в котором есть ошибки регистрации. Ваш научный руководитель определит, почему возникает эта ошибка, и отправит вам письмо с решением.
У меня временный конфликт с основным курсом ME и другим курсом, что мне делать?
Обратитесь к своему научному руководителю с курсами, вызывающими конфликт времени.В очень особых случаях ученик может зарегистрироваться в обоих классах. Ваш научный руководитель предоставит дополнительную информацию в ответе по электронной почте.
Есть дополнительные вопросы по регистрации? Посетите страницу часто задаваемых вопросов о регистрации!
Типы креплений: штифты и ключи Примечания по машиностроению
Введение:
Типы креплений
Машина или конструкция состоит из большого количества частей, и они должны быть соединены соответствующим образом для работы машины удовлетворительно.Детали соединяются застежками, и их удобно классифицировать как неразъемные или съемные. Их часто подразделяют на следующие основные категории:
Постоянные соединения: заклепочные соединения
Сварные соединения
Разъемные соединения: резьбовые соединения — винты, болты и гайки, шпильки.
Шплинты
Шарниры
Штифты
Они в основном используются для предотвращения скольжения одной части по другой, например, для фиксации колес, шестерен, шкивов, рычагов и т. Д.на валах. Штифты и ключи в основном используются для передачи крутящего момента и предотвращения осевого движения. В инженерной практике обычно используются следующие типы штифтов.
Д.на валах. Штифты и ключи в основном используются для передачи крутящего момента и предотвращения осевого движения. В инженерной практике обычно используются следующие типы штифтов.
(a) Круглые штифты (b) Конические штифты (c) Установочные штифты (d) Разъемные штифты
Круглые и конические штифты — это простые цилиндрические штифты с конусом или без него, и они обеспечивают эффективное средство крепления шкивов, шестерен или рычагов к вал. Его можно установить так, чтобы половина пальца находилась во ступице, а другая половина — на валу, как показано на рисунке 4.1.2.1 (б). Штифт может проходить через ступицу и вал, как на рисунке — 4.1.2.1 ( c) или как на рисунке — 4.1.2.1 (d). Эти шарниры обеспечивают надежный захват, а пальцы подвергаются действию сдвигающей нагрузки. Например, для вала в сборке, показанной на рисунке — 4.1.2.1 (c), штифт находится под двойным сдвигом, и у нас есть
, где d — диаметр штифта на границе раздела ступица-вал, τ — предел текучести материала штифта при сдвиге, а T — передаваемый крутящий момент.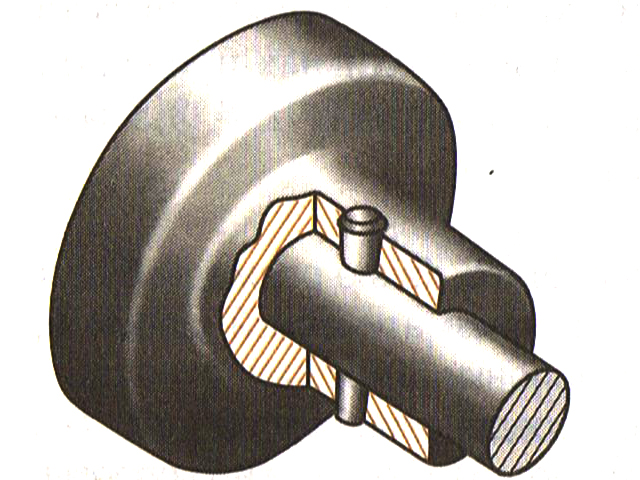
Конический штифт предпочтительнее прямых цилиндрических штифтов, потому что ими легко забивать и легко расширять коническое отверстие.
Установочные штифты
Они используются для обеспечения правильного совмещения двух частей машины. Рисунок 4.1.2.2 демонстрирует использование установочных штифтов. Для этой цели обычно используются маленькие цилиндрические штифты.
Штифты шплинты
Их также иногда называют шплинтами, они изготавливаются из отожженной чугунной или латунной проволоки.Обычно они имеют полукруглое поперечное сечение и используются для предотвращения ослабления гаек, как показано на рисунке — 4.1.2.3. Они широко используются в автомобильной промышленности.
Ключи Сталь
Ключи широко используются для крепления таких деталей машин, как шестерни и шкивы. Существует большое разнообразие машинных ключей, и они могут быть отнесены к четырем широким рубрикам
:
Утопленные ключи, плоские ключи, седельные ключи и штифты или круглые ключи
Утопленные ключи могут быть дополнительно классифицированы по следующим категориям:
(a) Прямоугольные утопленные шпонки
(b) Утопленные шпонки с выступом
(c) Плоские шпонки
(d) Шпонки Вудрафф
Прямоугольные утопленные шпонки показаны на рис.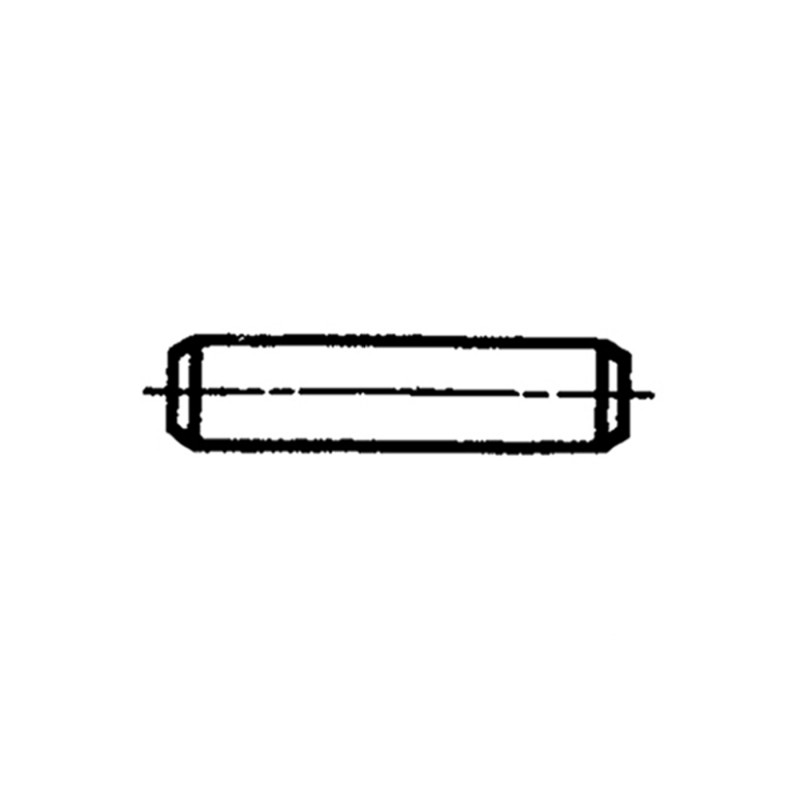 4.1.3.1. Это простейшая форма машинных ключей, они могут быть прямыми или слегка зауженными с одной стороны. Параллельная сторона обычно вставляется в вал.
4.1.3.1. Это простейшая форма машинных ключей, они могут быть прямыми или слегка зауженными с одной стороны. Параллельная сторона обычно вставляется в вал.
Прорези фрезерованы, как показано на рисунке — 4.1.3.1 (a). При передаче крутящего момента прямоугольная утопленная шпонка подвергается как сдвигу, так и раздавливанию или опорным напряжениям. Рассматривая сдвиг, мы можем записать где τ — напряжение сдвига при текучести материала шпонки, D — диаметр вала, а T — передаваемый крутящий момент.Принимая во внимание напряжение подшипника, мы можем написать, где σ — — напряжение подшипника, развиваемое в шпонке. На основе этих двух критериев ключевые параметры могут быть оптимизированы и сравнены со стандартными ключевыми параметрами.
Шпонки с утопленной головкой представляют собой обычные утопленные шпонки, заостренные наверху с приподнятой головкой с одной стороны, чтобы их было легко снять. Это показано на рисунке . 4.1.3.2
4.1.3.2
Некоторые устройства шпонки показаны на рисунке 4 .1.3.3. Ключ растушевки используется, когда один компонент скользит по другому. Шпонку можно прикрепить либо к ступице, либо к валу, и шпоночный паз обычно имеет скользящую посадку.
Деревянная шпонка — это форма утопленной шпонки, форма шпонки которой имеет форму усеченного диска, как показано на рисунке — 4.1.3.4. Обычно используется для валов диаметром менее 60 мм, и шпоночная канавка врезается в вал с помощью фрезы, как показано на рисунке — 4.1.3.4. Он широко используется в станках и автомобилях благодаря дополнительному преимуществу, полученному за счет дополнительной глубины.
Ключи Льюиса, показаны на рисунке — 4.1.3.5, дороги, но предлагают отличный сервис. Они могут использоваться как одинарный или двойной ключ. Когда они используются как одинарная шпонка, их расположение зависит от направления вращения вала. При большой нагрузке можно использовать два ключа, как показано на рисунке — 4.1.3.5 (b)
При большой нагрузке можно использовать два ключа, как показано на рисунке — 4.1.3.5 (b)
Плоский ключ , как показано на рисунке 4 .1.3.6 используется для легких нагрузок, поскольку они полностью зависят от трения захвата. Стороны этих ключей параллельны, но верхняя часть
слегка сужена для плотной посадки. Эти клавиши имеют примерно половину толщины утопленных клавиш.
Седельная шпонка , показанная на рисунке — 4.1.3.7 , очень похожа на плоскую шпонку, за исключением того, что нижняя сторона вогнута, чтобы соответствовать поверхности вала. Эти ключи также имеют фрикционную рукоятку, поэтому их нельзя использовать для тяжелых нагрузок.Простой штифт можно использовать как ключ для передачи больших крутящих моментов. В этих случаях в валу возникает очень небольшая концентрация напряжений. Это показано на рисунке — 4.1.2.1 (b) .
.